Каталог YG-1 сменные пластины - страница 23
Навигация
 Общий каталог YG-1 2018
Общий каталог YG-1 2018 Каталог YG-1 инструментальная оснастка
Каталог YG-1 инструментальная оснастка Каталог YG-1 сверлильный инструмент
Каталог YG-1 сверлильный инструмент Каталог YG-1 фрезерование
Каталог YG-1 фрезерование Каталог YG-1 твердосплавные борфрезы
Каталог YG-1 твердосплавные борфрезы Каталог YG-1 резьбонарезной инструмент
Каталог YG-1 резьбонарезной инструмент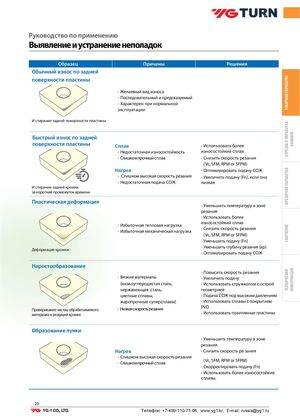
ТОКАРНАЯ ОБРАБОТКАОТРЕЗКА И ОБРАБОТКАФРЕЗЕРНАЯ ОБРАБОТКАСВЕРЛЕНИЕТЕХНИЧЕСКАЯ КАНАВОКИНФОРМАЦИЯ Руководство по применению Выявление и устранение неполадок Образец Причины Решения Обычный износ по задней поверхности пластины - Желаемый вид износа - Последовательный и предсказуемый - Характерен при нормальной эксплуатации И стирание задней поверхности пластины Быстрый износ по задней поверхности пластины Сплав - Использовать более - Недостаточная износостойкость износостойкий сплав - Слишком прочный сплав - Снизить скорость резания (Vc, SFM, RPM or SFPM) Нагрев - Оптимизировать подачу СОЖ v - Слишком высокая скорость резания - Увеличить подачу (Fn), если она - Недостаточная подача СОЖ низкая И стирание задней кромки за короткий промежуток времени Пластическая деформация - Уменьшить температуру в зоне резания - Использовать более - Избыточная тепловая нагрузка износостойкий сплав - Избыточная механическая нагрузка - Снизить скорость резания (Vc, SFM, RPM or SFPM) - Уменьшить подачу (Fn) Деформация кромки - Уменьшить глубину резания (ap) - Оптимизировать подачу СОЖ Наростообразование - Повысить скорость резания - Вязкие материалы - Увеличить подачу (низкоуглеродистая сталь, - Использовать стружколом с острой нержавеющая сталь, геометрией цветные сплавы, - Подача СОЖ под высоким давлением жаропрочные суперсплавы) - Использовать сплавы с покрытием Приваривание частиц обрабатываемого - Низкая скорость резания PVD материала к режущей кромке - Использовать позитивные пластины Образование лунки - Уменьшить температуру в зоне резания Нагрев - Снизить скорость ре зания - Слишком высокая скорость резания - Слишком прочный сплав (Vc, SFM, RPM or SFPM) - Скорректировать подачу (Fn) - Использовать более износостойкие сплавы. 23 Телефон: +7-499-110-71-06, www.yg1.kr, E-mail: russia@yg1.ru