Общий каталог Yamawa 2021 - страница 38
Навигация
 Обший каталог Yamawa 2016 - 2017
Обший каталог Yamawa 2016 - 2017 Краткое руководство Yamawa по каталогам
Краткое руководство Yamawa по каталогам Общий каталог Yamawa 2022 - 2023
Общий каталог Yamawa 2022 - 2023 Каталоги Yamawa твердосплавные метчики для закаленной стали
Каталоги Yamawa твердосплавные метчики для закаленной стали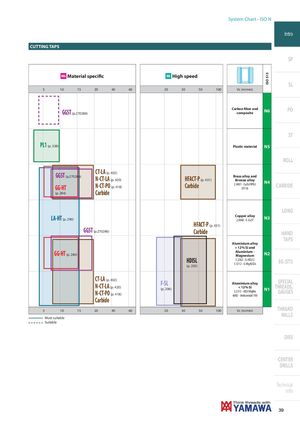
ISO 513 System Chart - ISO N Intro CUTTING TAPS SP MS Material specific HS High speed SL 5 10 15 20 40 60 20 30 50 100 Vc (m/min) GGST (p.270286) Carbon fiber andcompositeN6 PO ST PL1 (p. 338) Plastic material N5 ROLL GGST (p.270286) CT-LA (p. 402)N-CT-LA (p. 420)GG-HTN-CT-PO (p. 418) HFACT-P (p. 431)Carbide Brass alloy andBronze alloy2.0401 - CuZn39Pb3OT-58N4CARBIDE (p. 284) Carbide LONG LA-HT (p. 290) Copper alloy2.0060 - E-Cu57N3 HFACT-P (p. 431) GGST (p.270286) Carbide HAND TAPS Aluminium alloy > 12% Si and GG-HT (p. 284) Aluminium -Magnesium N2 HDISL(p. 205) 3.2382 - G-AlSi123.5312 - G-MgAl3ZnEG (STI) CT-LA (p. 402)N-CT-LA (p. 420) F-SL (p. 206)N-CT-PO (p. 418) Aluminium alloy SPECIAL< 12% Si3.2315 - AlSi1MgMnN1THREADS,GAUGES6082 - Anticorodal 100 Carbide 5 10 15 20 40 60 20 30 50 100 Vc (m/min) THREAD Most suitable MILLS Suitable DIES CENTER DRILLS Technical info 39