Общий каталог Yamawa 2021 - страница 34
Навигация
 Обший каталог Yamawa 2016 - 2017
Обший каталог Yamawa 2016 - 2017 Краткое руководство Yamawa по каталогам
Краткое руководство Yamawa по каталогам Общий каталог Yamawa 2022 - 2023
Общий каталог Yamawa 2022 - 2023 Каталоги Yamawa твердосплавные метчики для закаленной стали
Каталоги Yamawa твердосплавные метчики для закаленной стали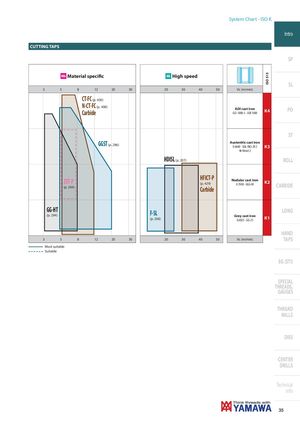
ISO 513 System Chart - ISO K Intro CUTTING TAPS SP MS Material specific HS High speed SL 3 5 8 12 20 30 20 30 40 50 Vc (m/min) CT-FC (p. 400) N-CT-FC (p. 408)Carbide ADI cast ironGJS-1000-5 - ADI 1000K4 PO ST GGST (p. 286) Austenitic cast iron0.6660 - GGL-NiCr 20 2K3 Ni-Resist 2 HDISL (p. 207) ROLL ZET-P(p. 204) HFICT-P(p. 429)Carbide Nodular cast iron0.7040 - GGG 40K2 CARBIDE GG-HT(p. 284) F-SL (p. 206) LONGGrey cast iron0.6025 - GG-25K1 HAND 3 5 8 12 20 30 20 30 40 50 Vc (m/min) TAPS Most suitable Suitable EG (STI) SPECIAL THREADS, GAUGES THREAD MILLS DIES CENTER DRILLS Technical info 35