Основной каталог Winstar 2021 - страница 655
Навигация
 Каталог Carbidex сменные пластины 2020
Каталог Carbidex сменные пластины 2020 Каталог Winstar твердосплавные пластины и вставки
Каталог Winstar твердосплавные пластины и вставки Брошюра Winstar пластины 2021
Брошюра Winstar пластины 2021 Каталог Winstar монолитный инструмент 2020
Каталог Winstar монолитный инструмент 2020 Каталог Winstar инструмент со сменными пластинами 2020
Каталог Winstar инструмент со сменными пластинами 2020- Cover
- A-Milling
- Solid Carbide Endmills
- H700
- H680
- H650
- H600
- G550
- V470
- G450
- V530
- V520
- M500
- Hypex
- A300
- A200
- A100
- CuttingData
- Milling Inserts
- Indexable Milling Cutters
- Shoulder Milling Cutters
- Face Milling Cutters
- Copy Milling Cutters
- Chamgering & Engraving Cutters
- Helical Milling Cutters
- Disc Milling Cutters
- Modular Milling Tools
- B-Holemaking
- Solid Carbide Drills
- DPC&DPN
- DLC&DLN
- DMC&DMN
- DHN
- DFN
- DZC&DZN
- DAN
- DGN
- CuttingData
- Modular Drills
- Indexable Drills
- Spotting & Centering Drills
- Solid Carbide Reamers
- Indexable Boring Tools
- C-Turning
- ISO Turning Inserts
- Turning Holders
- Parting & Grooving Tools
- Mini Turning Tools for Auto Lathe
- D-Threading
- Solid Thread Mills
- Solid Thread Turning Bars
- Indexable Thread Turning Tools
- E-Customized & Tooling
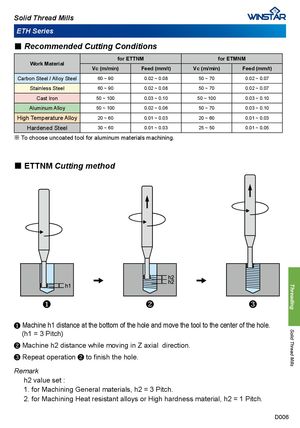
Solid Thread Mills ETH Series ■ Recommended Cutting Conditions for ETTNM for ETMNM Work Material Vc (m/min) Feed (mm/t) Vc (m/min) Feed (mm/t) Carbon Steel / Alloy Steel 60 ~ 90 0.02 ~ 0.08 50 ~ 70 0.02 ~ 0.07 Stainless Steel 60 ~ 90 0.02 ~ 0.08 50 ~ 70 0.02 ~ 0.07 Cast Iron 50 ~ 100 0.03 ~ 0.10 50 ~ 100 0.03 ~ 0.10 Aluminum Alloy 50 ~ 100 0.02 ~ 0.06 50 ~ 70 0.03 ~ 0.10 High Temperature Alloy 20 ~ 60 0.01 ~ 0.03 20 ~ 60 0.01 ~ 0.03 Hardened Steel 30 ~ 60 0.01 ~ 0.03 25 ~ 50 0.01 ~ 0.05 ※ To choose uncoated tool for aluminum materials machining. ■ ETTNM Cutting method Machine h1 distance at the bottom of the hole and move the tool to the center of the hole. (h1 = 3 Pitch) Machine h2 distance while moving in Z axial direction. Repeat operation to finish the hole. Remark h2 value set : 1. for Machining General materials, h2 = 3 Pitch. 2. for Machining Heat resistant alloys or High hardness material, h2 = 1 Pitch. D006 Solid Thread MillsThreading