Основной каталог Winstar 2021 - страница 266
Навигация
 Каталог Carbidex сменные пластины 2020
Каталог Carbidex сменные пластины 2020 Каталог Winstar твердосплавные пластины и вставки
Каталог Winstar твердосплавные пластины и вставки Брошюра Winstar пластины 2021
Брошюра Winstar пластины 2021 Каталог Winstar монолитный инструмент 2020
Каталог Winstar монолитный инструмент 2020 Каталог Winstar инструмент со сменными пластинами 2020
Каталог Winstar инструмент со сменными пластинами 2020- Cover
- A-Milling
- Solid Carbide Endmills
- H700
- H680
- H650
- H600
- G550
- V470
- G450
- V530
- V520
- M500
- Hypex
- A300
- A200
- A100
- CuttingData
- Milling Inserts
- Indexable Milling Cutters
- Shoulder Milling Cutters
- Face Milling Cutters
- Copy Milling Cutters
- Chamgering & Engraving Cutters
- Helical Milling Cutters
- Disc Milling Cutters
- Modular Milling Tools
- B-Holemaking
- Solid Carbide Drills
- DPC&DPN
- DLC&DLN
- DMC&DMN
- DHN
- DFN
- DZC&DZN
- DAN
- DGN
- CuttingData
- Modular Drills
- Indexable Drills
- Spotting & Centering Drills
- Solid Carbide Reamers
- Indexable Boring Tools
- C-Turning
- ISO Turning Inserts
- Turning Holders
- Parting & Grooving Tools
- Mini Turning Tools for Auto Lathe
- D-Threading
- Solid Thread Mills
- Solid Thread Turning Bars
- Indexable Thread Turning Tools
- E-Customized & Tooling
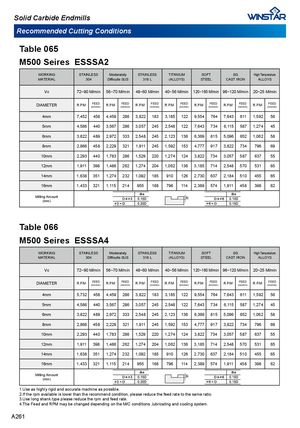
Solid Carbide Endmills Recommended Cutting Conditions Table 065 M500 Seires ESSSA2 WORKING STAINLESS Moderately STAINLESS TITANIUM SOFT SG High Temperature MATERIAL 304 Difficults SUS 316 L (ALLOYS) STEEL CAST IRON ALLOYS Vc 72~90 M/min 56~70 M/min 48~60 M/min 40~56 M/min 120~160 M/min 96~120 M/min 20~25 M/min DIAMETER R.P.M FEED (mm/min) R.P.M FEED(mm/min) R.P.M FEED(mm/min) R.P.M FEED(mm/min) R.P.M FEED(mm/min) R.P.M FEED(mm/min) R.P.M FEED(mm/min) 4mm 7,452 458 4,459 286 3,822 183 3,185 122 9,554 764 7,643 611 1,592 56 5mm 4,586 440 3,567 286 3,057 245 2,548 122 7,643 734 6,115 587 1,274 45 6mm 3,822 489 2,972 333 2,548 245 2,123 136 6,369 815 5,096 652 1,062 58 8mm 2,866 458 2,229 321 1,911 245 1,592 153 4,777 917 3,822 734 796 69 10mm 2,293 440 1,783 286 1,529 220 1,274 124 3,822 734 3,057 587 637 55 12mm 1,911 398 1,486 262 1,274 204 1,062 136 3,185 714 2,548 570 531 65 14mm 1,638 351 1,274 232 1,092 185 910 126 2,730 637 2,184 510 455 65 16mm 1,433 321 1,115 214 955 168 796 114 2,389 574 1,911 458 398 62 Milling Amount (mm) Table 066 M500 Seires ESSSA4 WORKING STAINLESS Moderately STAINLESS TITANIUM SOFT SG High Temperature MATERIAL 304 Difficults SUS 316 L (ALLOYS) STEEL CAST IRON ALLOYS Vc 72~90 M/min 56~70 M/min 48~60 M/min 40~56 M/min 120~160 M/min 96~120 M/min 20~25 M/min DIAMETER R.P.M FEED (mm/min) R.P.M FEED(mm/min) R.P.M FEED(mm/min) R.P.M FEED(mm/min) R.P.M FEED(mm/min) R.P.M FEED(mm/min) R.P.M FEED(mm/min) 4mm 5,732 458 4,459 286 3,822 183 3,185 122 9,554 764 7,643 611 1,592 56 5mm 4,586 440 3,567 286 3,057 245 2,548 122 7,643 734 6,115 587 1,274 45 6mm 3,822 489 2,972 333 2,548 245 2,123 136 6,369 815 5,096 652 1,062 58 8mm 2,866 458 2,229 321 1,911 245 1,592 153 4,777 917 3,822 734 796 69 10mm 2,293 440 1,783 286 1,529 220 1,274 124 3,822 734 3,057 587 637 55 12mm 1,911 398 1,486 262 1,274 204 1,062 136 3,185 714 2,548 570 531 65 14mm 1,638 351 1,274 232 1,092 185 910 126 2,730 637 2,184 510 455 65 16mm 1,433 321 1,115 214 955 168 796 114 2,389 574 1,911 458 398 62 Milling Amount (mm) 1.Use as highly rigid and accurate machine as possible. 2.If the rpm available is lower than the recommend condition, please reduce the feed rate to the same ratio. 3.Use long shank type please reduce the rpm and feed rate. 4.The Feed and RPM may be changed depending on the M/C conditions ,lubricating and cooling system. A261