Общий каталог Widia 2017 - страница 436
Навигация
 Каталог Widia токарный инструмент 2017
Каталог Widia токарный инструмент 2017 Каталог Widia трохоидальное фрезерование
Каталог Widia трохоидальное фрезерование Каталог Widia техническое руководство по разверткам
Каталог Widia техническое руководство по разверткам Каталог Widia фрезы со сменными пластинами 2016
Каталог Widia фрезы со сменными пластинами 2016 Каталог Widia достижения 2020
Каталог Widia достижения 2020- Table of Contents
- Turning
- Turning • ISO Inserts
- Turning • Tools for External Turning and Internal Boring
- Turning • Tools for External Turning and Internal Boring
- Turning • Tools for Small Hole Boring
- com E1Turning • Grooving and Cut-Off
- Turning • Threading
- Indexable Milling
- Indexable Milling • Face Mills
- Indexable Milling • Chamfer Mills
- Indexable Milling • 90° Shoulder Mills
- Indexable Milling • Helical Mills
- Indexable Milling • Slotting Mills
- Indexable Milling • Copy Mills
- Solid End Milling
- Solid End Milling • High-Performance Solid Carbide End Mills
- Solid End Milling • General Purpose Solid Carbide End Mills
- Solid End Milling • High-Performance High-Speed Steel (HSS-E/PM)
- Solid End Milling • Burs
- Holemaking
- Holemaking • High-Performance Solid Carbide Drills
- Holemaking • Modular Drills
- Holemaking • Indexable Drills
- Holemaking • Modular Drills
- Holemaking • Indexable Drills
- Holemaking • Hole Finishing
- Tapping
- Tapping Portfolio
- Index by Order Number
- Index by Catalogue Number
- Global Contacts
- Informational Icons Guide
- Material Overview • DIN
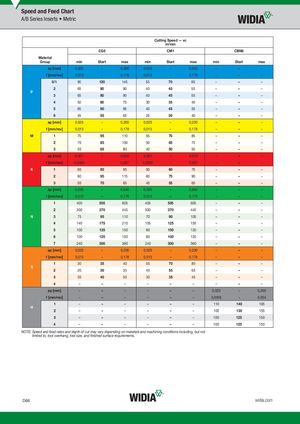
Speed and Feed Chart A/B Series Inserts • Metric Cutting Speed — vc m/min CG5 CM1 CBN6 Material Group min Start max min Start max min Start max ap [mm] 0,025 - 0,200 0,025 - 0,203 – – – f [mm/rev] 0,013 - 0,178 0,013 - 0,178 – – – 0/1 95 120 145 55 70 85 – – – 2 65 80 90 40 45 55 – – – P 3 65 80 90 40 45 55 – – – 4 50 60 75 30 35 45 – – – 5 65 80 95 40 45 55 – – – 6 45 55 65 25 30 40 – – – ap [mm] 0,025 - 0,200 0,025 - 0,200 – – – f [mm/rev] 0,013 - 0,178 0,013 - 0,178 – – – M 1 75 95 110 55 70 85 – – – 2 70 85 100 50 65 75 – – – 3 55 65 80 40 50 55 – – – ap [mm] 0,001 - 0,010 0,001 - 0,010 – – – f [mm/rev] 0,0005 - 0,007 0,0005 - 0,007 – – – K 1 65 80 95 50 60 75 – – – 2 80 95 115 60 75 90 – – – 3 55 70 85 45 55 65 – – – ap [mm] 0,025 – 0,640 0,025 – 0,640 – – – f [mm/rev] 0,013 – 0,178 0,013 – 0,178 – – – 1 405 505 605 405 505 605 – – – 2 300 370 445 300 370 445 – – – N 3 75 95 110 70 90 105 – – – 4 140 175 210 105 125 155 – – – 5 100 125 150 80 100 120 – – – 6 100 125 150 80 100 120 – – – 7 240 300 360 240 300 360 – – – ap [mm] 0,025 - 0,200 0,025 - 0,200 – – – f [mm/rev] 0,013 - 0,178 0,013 - 0,178 – – – 1 30 35 40 55 70 85 – – – S 2 20 30 35 45 55 65 – – – 3 35 40 50 30 35 45 – – – 4 – – – – – – – – – ap [mm] – – – – – – 0,025 - 0,200 f [mm/rev] – – – – – – 0,0005 - 0,004 1 – – – – – – 110 140 165 H 2 – – – – – – 105 130 155 3 – – – – – – 100 125 150 4 – – – – – – 100 125 150 NOTE: Speed and feed rates and depth of cut may vary depending on materials and machining conditions including, but not limited to, tool overhang, tool size, and finished surface requirements. D66 widia.com