Каталог Widia all star 2020 - страница 173
Навигация
 Каталог Widia техническое руководство по разверткам
Каталог Widia техническое руководство по разверткам Каталог Widia достижения 2020
Каталог Widia достижения 2020 Каталог Widia инструмент для обработки отверстий 2017
Каталог Widia инструмент для обработки отверстий 2017 Каталог Widia монолитный инструмент 2017
Каталог Widia монолитный инструмент 2017 Каталог Widia цельные концевые фрезы
Каталог Widia цельные концевые фрезы- TABLE OF CONTENTS
- INDEXABLE MILLING
- 0º/90º SHOULDER MILLS
- 90° HIGH-SPEED CUTTING MILLS
- FACE MILLS
- HIGH-FEED MILLS
- COPY MILLS
- SOLID END MILLING
- HIGH-PERFORMANCE SOLID CARBIDE END MILLS
- GENERAL PURPOSE SOLID CARBIDE END MILLS
- HOLEMAKING
- SOLID CARBIDE DRILLS
- MODULAR DRILLS
- INDEXABLE DRILLS
- TAPPING
- TURNING
- HIGH-PERFORMANCE INSERTS
- GROOVING & CUT-OFF
- Informational Icons Guide
- Material Overview • DIN
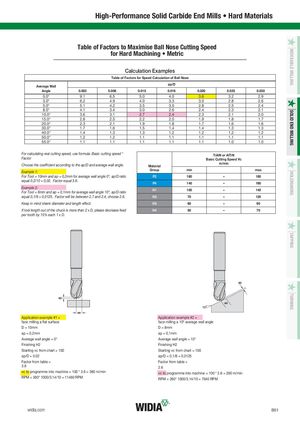
TURNINGTAPPINGHOLEMAKINGSOLID END MILLINGINDEXABLE MILLING High-Performance Solid Carbide End Mills • Hard Materials Table of Factors to Maximise Ball Nose Cutting Speed for Hard Machining • Metric Calculation Examples Table of Factors for Speed Calculation of Ball Nose Average Wall ap/D Angle 0.003 0.006 0.010 0.016 0.020 0.025 0.030 0.0° 9.1 6.5 5.0 4.0 3.6 3.2 2.9 3.0° 6.2 4.9 4.0 3.3 3.0 2.8 2.6 5.0° 5.1 4.2 3.5 3.0 2.8 2.5 2.4 8.0° 4.1 3.4 3.0 2.6 2.4 2.3 2.1 10.0° 3.6 3.1 2.7 2.4 2.3 2.1 2.0 15.0° 2.8 2.5 2.2 2.0 1.9 1.8 1.7 20.0° 2.3 2.1 1.9 1.8 1.7 1.6 1.6 30.0° 1.7 1.6 1.5 1.4 1.4 1.3 1.3 40.0° 1.4 1.3 1.3 1.2 1.2 1.2 1.2 50.0° 1.2 1.2 1.1 1.1 1.1 1.1 1.1 55.0° 1.1 1.1 1.1 1.1 1.1 1.0 1.0 For calculating real cutting speed, use formula: Basic cutting speed * TiAlN or AlTiN Factor Basic Cutting Speed Vc Choose the coefficient according to the ap/D and average wall angle. Material m/min Example 1: Group min max For Tool = 10mm and ap = 0,2mm for average wall angle 0°, ap/D ratio P3 160 – 180 equal 0,2/10 = 0,02. Factor equal 3.6. P4 140 – 160 Example 2:For Tool = 8mm and ap = 0,1mm for average wall angle 10°, ap/D ratio H1 100 – 140 equal 0,1/8 = 0,0125. Factor will be between 2.7 and 2.4, choose 2.6. H2 70 – 120 Keep in mind shank diameter and length effect. H3 60 – 90 If tool length out of the chuck is more than 2 x D, please decrease feed H4 50 – 70 per tooth by 15% each 1 x D. Application example #1 = Application example #2 = face milling a flat surface face milling a 10º average wall angle D = 10mm D = 8mm ap = 0,2mm ap = 0,1mm Average wall angle = 0° Average wall angle = 10° Finishing H2 Finishing H2 Starting vc from chart = 100 Starting vc from chart = 100 ap/D = 0.02 ap/D = 0,1/8 = 0,0125 Factor from table = Factor from table = 3.6 2.6 vc to programme into machine = 100 * 3.6 = 360 m/min vc to programme into machine = 100 * 2.6 = 260 m/min RPM = 360* 1000/3.14/10 = 11460 RPM RPM = 260* 1000/3.14/10 = 7640 RPM widia.com B51