Общий каталог Walter 2017 - страница 31
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022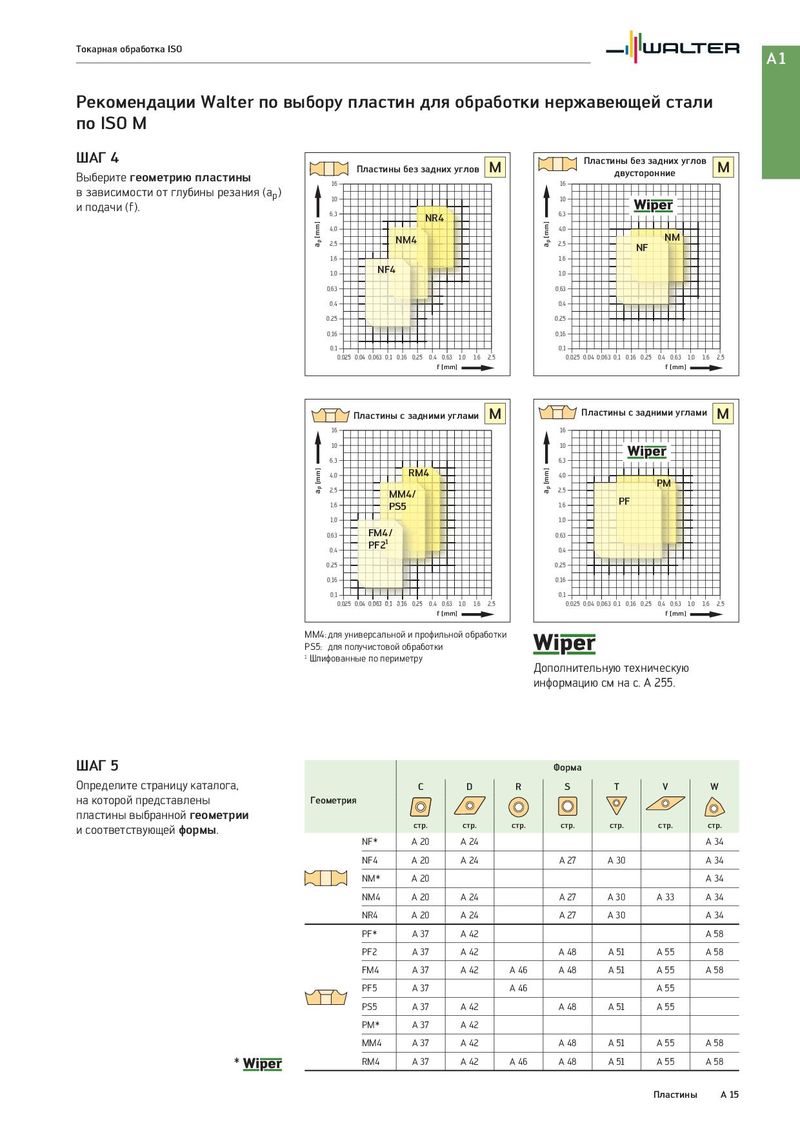
Токарная обработка ISO A1 Рекомендации Walter по выбору пластин для обработки нержавеющей стали по ISO M ШАГ 4 M Пластины без задних углов M Выберите геометрию пластины Пластины без задних углов двусторонние 16 16 в зависимости от глубины резания (ap) 10 10 и подачи (f). 6,3 6,3 [mm] NR4 [mm] 4,0 4,0 ap 2,5 NM4 ap 2,5 NM NF 1,6 1,6 1,0 NF4 1,0 0,63 0,63 0,4 0,4 0,25 0,25 0,16 0,16 0,1 0,1 0,025 0,04 0,063 0,1 0,16 0,25 0,4 0,63 1,0 1,6 2,5 0,025 0,04 0,063 0,1 0,16 0,25 0,4 0,63 1,0 1,6 2,5 f [mm] f [mm] Пластины с задними углами M Пластины с задними углами M 16 16 10 10 6,3 6,3 [mm] 4,0 RM4 [mm] 4,0 ap 2,5 ap 2,5 PM MM4/ PF 1,6 PS5 1,6 1,0 1,0 0,63 FM4/ 0,63 0,4 PF21 0,4 0,25 0,25 0,16 0,16 0,1 0,1 0,025 0,04 0,063 0,1 0,16 0,25 0,4 0,63 1,0 1,6 2,5 0,025 0,04 0,063 0,1 0,16 0,25 0,4 0,63 1,0 1,6 2,5 f [mm] f [mm] MM4: для универсальной и профильной обработки PS5: для получистовой обработки 1 Шлифованные по периметру Дополнительную техническую информацию см на с. A 255. ШАГ 5 Форма Определите страницу каталога, C D R S T V W на которой представлены Геометрия пластины выбранной геометрии и соответствующей формы. стр. стр. стр. стр. стр. стр. стр. NF* A 20 A 24 A 34 NF4 A 20 A 24 A 27 A 30 A 34 NM* A 20 A 34 NM4 A 20 A 24 A 27 A 30 A 33 A 34 NR4 A 20 A 24 A 27 A 30 A 34 PF* A 37 A 42 A 58 PF2 A 37 A 42 A 48 A 51 A 55 A 58 FM4 A 37 A 42 A 46 A 48 A 51 A 55 A 58 PF5 A 37 A 46 A 55 PS5 A 37 A 42 A 48 A 51 A 55 PM* A 37 A 42 MM4 A 37 A 42 A 48 A 51 A 55 A 58 * RM4 A 37 A 42 A 46 A 48 A 51 A 55 A 58 Пластины A 15