Общий каталог Walter 2017 - страница 24
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022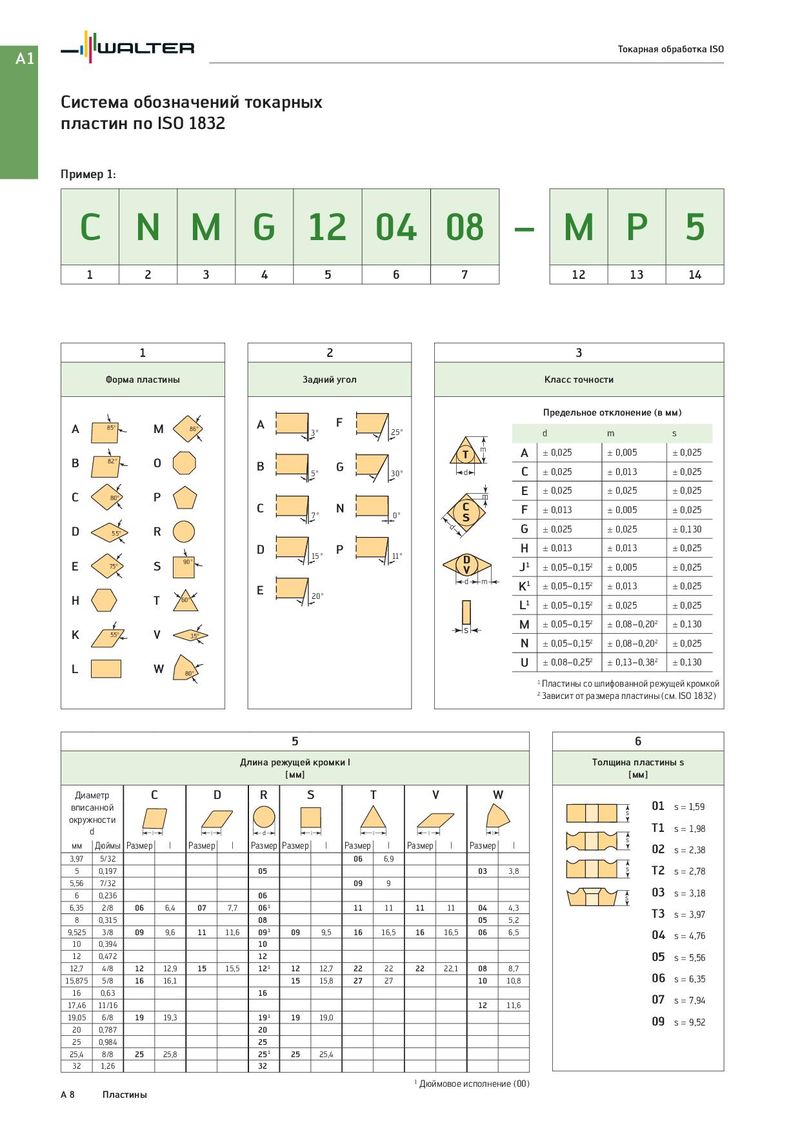
A1 Токарная обработка ISO Система обозначений токарных пластин по ISO 1832 Пример 1: C N M G 12 04 08 – M P 5 1 2 3 4 5 6 7 12 13 14 1 2 3 Форма пластины Задний угол Класс точности Предельное отклонение (в мм) A 85° M 86° A F 3° 25° d m s T m A ± 0,025 ± 0,005 ± 0,025 B 82° O B G 5° 30 ° d C ± 0,025 ± 0,013 ± 0,025 C P m E ± 0,025 ± 0,025 ± 0,025 80° C N C F ± 0,013 ± 0,005 ± 0,025 7° 0° S D R d G ± 0,025 ± 0,025 ± 0,130 55° D P H ± 0,013 ± 0,013 ± 0,025 90 ° 15 ° 11 ° D E 75° S V J1 ± 0,05–0,152 ± 0,005 ± 0,025 d m K1 ± 0,05–0,152 ± 0,013 ± 0,025 H T E 20 ° 60° L1 ± 0,05–0,152 ± 0,025 ± 0,025 s M ± 0,05–0,152 ± 0,08–0,202 ± 0,130 K 55° V 35° N ± 0,05–0,152 ± 0,08–0,202 ± 0,025 L W U ± 0,08–0,252 ± 0,13–0,382 ± 0,130 80° 1 Пластины со шлифованной режущей кромкой 2 Зависит от размера пластины (см. ISO 1832) 5 6 Длина режущей кромки l Толщина пластины s [мм] [мм] Диаметр C D R S T V W вписанной s 01 s = 1,59 окружности T1 d l l d l l l l s = 1,98 мм Дюймы Размер l Размер l Размер Размер l Размер l Размер l Размер l s 02 s = 2,38 3,97 5/32 06 6,9 5 0,197 05 03 3,8 s T2 s = 2,78 5,56 7/32 09 9 6 0,236 06 s 03 s = 3,18 6,35 2/8 06 6,4 07 7,7 061 11 11 11 11 04 4,3 T3 s = 3,97 8 0,315 08 05 5,2 9,525 3/8 09 9,6 11 11,6 091 09 9,5 16 16,5 16 16,5 06 6,5 04 s = 4,76 10 0,394 10 12 0,472 12 05 s = 5,56 12,7 4/8 12 12,9 15 15,5 121 12 12,7 22 22 22 22,1 08 8,7 15,875 5/8 16 16,1 15 15,8 27 27 10 10,8 06 s = 6,35 16 0,63 16 07 17,46 11/16 12 11,6 s = 7,94 19,05 6/8 19 19,3 191 19 19,0 09 s = 9,52 20 0,787 20 25 0,984 25 25,4 8/8 25 25,8 251 25 25,4 32 1,26 32 1 Дюймовое исполнение (00) A8 Пластины