Каталог Tungaloy зубофрезерование - страница 36
Навигация
 Общий каталог Tungaloy 2020 - 2021
Общий каталог Tungaloy 2020 - 2021 Каталог Tungaloy инструмент для автоматов швейцарского типа
Каталог Tungaloy инструмент для автоматов швейцарского типа Каталог Tungaloy глубокое сверление 2
Каталог Tungaloy глубокое сверление 2 Каталог Tungaloy глубокое сверление 1
Каталог Tungaloy глубокое сверление 1 Брошюра Tungaloy новая продукция
Брошюра Tungaloy новая продукция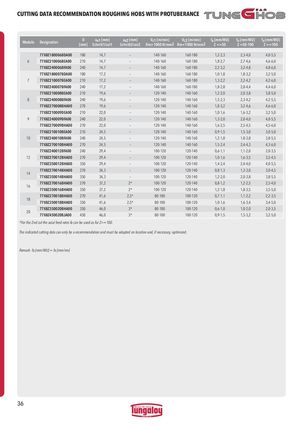
CUTTING DATA RECOMMENDATION ROUGHING HOBS WITH PROTUBERANCE Module Designation D ae1 [mm] ae2 [mm] Vc1 [m/min] Vc2 [m/min] fa [mm/WU] fa [mm/WU] fa [mm/WU][mm]Schnitt1/cut1Schnitt2/cut2Rm>1000 N/mm2Rm<1000 N/mm2Z <=50Z =50-100Z >=100 77X8Z180006BDA00 180 14,7 – 140-160 160-180 1,2-2,3 2,3-4,0 4,0-5,5 6 77X8Z210006BEA00 210 14,7 – 140-160 160-180 1,8-2,7 2,7-4,6 4,6-6,0 77X8Z240006BFA00 240 14,7 – 140-160 160-180 2,2-3,2 3,2-4,8 4,8-6,0 77X8Z180007BDA00 180 17,2 – 140-160 160-180 1,0-1,8 1,8-3,2 3,2-5,0 7 77X8Z210007BEA00 210 17,2 – 140-160 160-180 1,3-2,2 2,2-4,2 4,2-6,0 77X8Z240007BFA00 240 17,2 – 140-160 160-180 1,8-2,8 2,8-4,4 4,4-6,0 77X8Z210008BEA00 210 19,6 – 120-140 140-160 1,2-2,0 2,0-3,8 3,8-5,0 8 77X8Z240008BFA00 240 19,6 – 120-140 140-160 1,5-2,3 2,3-4,2 4,2-5,5 77X8Z270008BHA00 270 19,6 – 120-140 140-160 1,8-3,2 3,2-4,6 4,6-6,0 77X8Z210009DEA00 210 22,0 – 120-140 140-160 1,0-1,6 1,6-3,2 3,2-5,0 9 77X8Z240009BFA00 240 22,0 – 120-140 140-160 1,3-2,0 2,0-4,0 4,0-5,5 77X8Z270009BHA00 270 22,0 – 120-140 140-160 1,6-2,5 2,5-4,5 4,5-6,0 77X8Z210010BEA00 210 24,5 – 120-140 140-160 0,9-1,5 1,5-3,0 3,0-5,0 10 77X8Z240010BFA00 240 24,5 – 120-140 140-160 1,2-1,8 1,8-3,8 3,8-5,5 77X8Z270010BHA00 270 24,5 – 120-140 140-160 1,5-2,4 2,4-4,3 4,3-6,0 77X8Z240012BFA00 240 29,4 – 100-120 120-140 0,6-1,1 1,1-2,0 2,0-3,5 12 77X8Z270012BHA00 270 29,4 – 100-120 120-140 1,0-1,6 1,6-3,5 3,5-4,5 77X8Z350012BHA00 350 29,4 – 100-120 120-140 1,4-2,4 2,4-4,0 4,0-5,5 77X8Z270014BHA00 270 34,3 – 100-120 120-140 0,8-1,3 1,3-3,0 3,0-4,5 14 77X8Z350014BHA00 350 34,3 – 100-120 120-140 1,2-2,0 2,0-3,8 3,8-5,5 77X8Z270016BHA00 270 37,2 2* 100-120 120-140 0,8-1,2 1,2-2,5 2,5-4,0 16 77X8Z350016BHA00 350 37,2 2* 100-120 120-140 1,2-1,8 1,8-3,5 3,5-5,0 77X8Z270018BHA00 270 41,6 2,5* 80-100 100-120 0,7-1,1 1,1-2,2 2,2-3,5 18 77X8Z350018BHA00 350 41,6 2,5* 80-100 100-120 1,0-1,6 1,6-3,4 3,4-5,0 77X8Z350020BHA00 350 46,0 3* 80-100 100-120 0,6-1,0 1,0-2,0 2,0-3,5 20 77X8Z450020BJA00 450 46,0 3* 80-100 100-120 0,9-1,5 1,5-3,2 3,2-5,0 *For the 2nd cut the axial feed rates fa can be used as for Z>=100. The indicated cutting data can only be a recommendation and must be adapted on location and, if necessary, optimized. Remark: fa [mm/WU] = fa [mm/rev] 36