Общий каталог Sumitomo 2019 - 2020 - страница 279
Навигация
 Каталог Sumitomo запасные части
Каталог Sumitomo запасные части Каталог Sumitomo сплавы и режимы
Каталог Sumitomo сплавы и режимы Техническая информация Sumitomo
Техническая информация Sumitomo Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019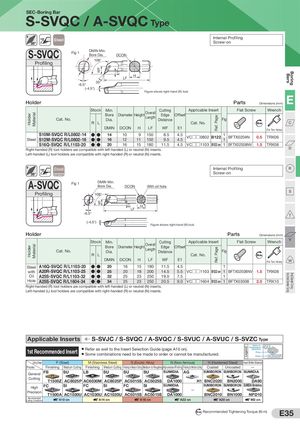
HolderHolder MaterialMaterial WFWF E1 E1 Ref. PageRef. Page Legend Very Smal Diameter TurningBars Smal Diameter TurningBoring SEC-Boring Bar S-SVQC / A-SVQC Type 108° Steel Internal ProfilingScrew-on S-SVQC Fig 1 DMIN Min.Bore Dia.DCON 108° Profiling H LF 35° -6.5° (-4.5°) Figure shows right-hand (R) tool. Holder Parts Dimensions (mm) E Cat. No. Stock Min.BoreDia.Diameter Height Overall LengthCuttingEdgeDistanceOffset Applicable Insert Fig Flat Screw Wrench R L Cat. No. Nm C DMIN DCON H LF WF E1 (For Torx Holes) S10M-SVQC R/L0802-14 ●● 14SteelS12M-SVQC R/L0802-16●●1610915012111508.59.54.54.5 VC□□0802 B122 11 BFTX0204N 0.5 TRX06 S16Q-SVQC R/L1103-20 ●● 20 16 15 180 11.5 4.5 VC□□1103 B122 on 1 BFTX02508NV 1.5 TRX08 Right-handed (R) tool holders are compatible with left-handed (L) or neutral (N) inserts. D Left-handed (L) tool holders are compatible with right-handed (R) or neutral (N) inserts. 108° Steel Internal Profiling R Coolant Hole Screw-on A-SVQC Fig 1 DMIN Min.Bore Dia. DCON With oil hole Profiling 108° S H LF -6.5° T (-4.5°) Figure shows right-hand (R) tool. Holder Parts Dimensions (mm) Cat. No. Stock Min.BoreDia.Diameter Height Overall LengthCuttingEdgeDistanceOffset Applicable Insert Fig Flat Screw Wrench V R L Cat. No. Nm DMIN DCON H LF WF E1 (For Torx Holes) W Steel A16Q-SVQC R/L1103-20 ●● 20 16 15 180 11.5 4.5 1 with A20R-SVQC R/L1103-25 ●● 25 20 18 200 14.5 5.5 VC□□1103 B122 on 1 BFTX02508NV 1.5 TRX08 Oil A25S-SVQC R/L1103-32 ●● 32 25 23 250 19.0 7.5 1 Hole A25S-SVQC R/L1604-34 ●● 34 25 23 250 20.5 9.0 VC□□1604 B123 on 1 BFTX03508 2.0 TRX10 Right-handed (R) tool holders are compatible with left-handed (L) or neutral (N) inserts. Left-handed (L) tool holders are compatible with right-handed (R) or neutral (N) inserts. Applicable Inserts S-SVJC / S-SVQC / A-SVQC / S-SVUC / A-SVUC / S-SVZC Type 1st Recommended Insert ● Refer as well to the Insert Selection Guide (page A10 on).● Some combinations need to be made to order or cannot be manufactured. Name ofChipbreaker/GUCBN/PCDPhotoGradeAC8025P Cutting Range P (Steel) M (Stainless Steel) S (Exotic Alloy) N (Non-ferrous) H (Hardened Steel) Hard Brittle Material Process Finishing Medium Cutting Finishing Medium Cutting Finishing to Medium Cutting Medium to Roughing High-precision/Finishing Finishing to Medium Cutting Coated Uncoated — General FB SU LB SU SU SU SUMIDIA AG SUMIBORON SUMIBORON SUMIDIA Cutting T1500Z AC8025P AC6030M AC8025P AC5015S AC5025S DA1000 H1 BNC2020 BN2000 DA90 High FC SI FC SI FC SI SUMIDIAPrecisionT1500AAC1030UAC1030UAC1030UAC5015SAC5015SDA1000— SUMIBORON SUMIBORON SUMIDIA BinderlessBNC2010BN1000NPD10 RecommendedCutting ConditionsA10 on A14 on A18 on A22 on A20 on M2 on N m Recommended Tightening Torque (N·m) E35