Общий каталог Sumitomo 2019 - 2020 - страница 267
Навигация
 Каталог Sumitomo запасные части
Каталог Sumitomo запасные части Каталог Sumitomo сплавы и режимы
Каталог Sumitomo сплавы и режимы Техническая информация Sumitomo
Техническая информация Sumitomo Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019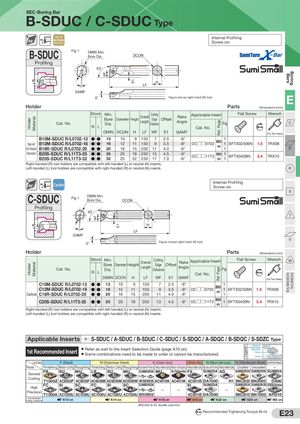
HolderHolder MaterialMaterial WF WF E1 E1 Ref. PageRef. Page Legend Very Smal Diameter TurningBars Smal Diameter TurningBoring SEC-Boring Bar B-SDUC / C-SDUC Type Steel with Internal Profiling 93˚ Anti-VibrationMechanism Screw-on B-SDUC Fig 1 DMIN Min.Bore Dia. DCON Profiling 93˚ H LF GAMF 0° Figure shows right-hand (R) tool. E Holder Parts Dimensions (mm) Cat. No. Stock Min.BoreDia.DiameterHeightOverall Length Cutting Edge Distance Offset Rake Applicable InsertAngle FigRLCat. No. Flat Screw Wrench CNm DMIN DCON H LF WF E1 GAMF (For Torx Holes) B10M-SDUC R/L0702-13 ●● 13 10 9 150 7 2.5Steel withB12M-SDUC R/L0702-16●●16121115093.5Anti-VibrationB16R-SDUCR/L0702-20●●201615200114.0-8°1-8°-6°DC□□0702B85on11BFTX02506N1.5TRX08 D Mechanism B20S-SDUC R/L11T3-25 ●● 25 20 18 250 13 4.5B25S-SDUC R/L11T3-32●●322522250177.0-6°-6°DC□□11T3B88on11BFTX0409N 3.4 TRX15 Right-handed (R) tool holders are compatible with left-handed (L) or neutral (N) inserts. Left-handed (L) tool holders are compatible with right-handed (R) or neutral (N) inserts. R 93˚ Carbide Internal ProfilingScrew-on S C-SDUC Fig 1 DMIN Min.Bore Dia. DCON Profiling 93˚ T H LF GAMF V 0° Figure shows right-hand (R) tool. Holder Parts Dimensions (mm) Cat. No. Stock Min.BoreDia.Diameter HeightOverallLengthCuttingEdgeDistance Offset RakeAngleApplicable Insert Fig Flat Screw Wrench W R L Cat. No. Nm DMIN DCON H LF WF E1 GAMF (For Torx Holes) C10M-SDUC R/L0702-13 ●● 13C12M-SDUC R/L0702-16●●16CarbideC16R-SDUC R/L0702-20●●201012169111515015020079112.53.54.0-8°-8°-6°DC□□0702B85on111 BFTX02506N 1.5 TRX08 C20S-SDUC R/L11T3-25 ●● 25 20 18 250 13 4.5 -6° DC□□11T3 B88on 1 BFTX0409N 3.4 TRX15 Right-handed (R) tool holders are compatible with left-handed (L) or neutral (N) inserts. Left-handed (L) tool holders are compatible with right-handed (R) or neutral (N) inserts. Applicable Inserts S-SDUC / A-SDUC / B-SDUC / C-SDUC / S-SDQC / A-SDQC / B-SDQC / S-SDZC Type 1st Recommended Insert ● Refer as well to the Insert Selection Guide (page A10 on).● Some combinations need to be made to order or cannot be manufactured. Name ofChipbreaker/GUCBN/PCDPhotoGradeAC8025P Cutting Range P (Steel) M (Stainless Steel) K (Cast Iron) S (Exotic Alloy) N (Non-ferrous) H (Hardened Steel) Hard Brittle Material Process Finishing Medium Cutting Roughing Finishing Medium Cutting Roughing High-speed Finishing FinishingtoMediumCutting Medium to Roughing FinishingtoMediumCutting High-precision/Finishing FinishingtoMediumCutting Coated Uncoated — General FB SU MU LB SU MU SUMIBORON MU No Chipbreaker FX SUMIDIA AG SUMIBORON SUMIBORON SUMIDIA Cutting T1500Z AC8025P AC8025P AC6030M AC6030M AC6030M BN7000/BNC500 AC4015K AC4015K AC5015S DA1000 H1 BNC2020 BN2000 DA90 High FC SI SC FC SI SC SUMIBORONPrecisionT1500AAC1030UAC1030UAC1030UAC1030UAC1030UBN7000/BNC500—SISUMIDIA SUMIBORON SUMIBORON SUMIDIA Binderless——AC5015S DA1000BNC2010 BN1000NPD10 RecommendedCutting Conditions A10 on A14 on A16 on A18 on A22 on A20 on M2 on BNC500 is for ductile cast iron. N m Recommended Tightening Torque (N·m) E23