Общий каталог Sumitomo 2019 - 2020 - страница 13
Навигация
 Каталог Sumitomo запасные части
Каталог Sumitomo запасные части Каталог Sumitomo сплавы и режимы
Каталог Sumitomo сплавы и режимы Техническая информация Sumitomo
Техническая информация Sumitomo Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Общий каталог Sumitomo 2018 - 2019
Общий каталог Sumitomo 2018 - 2019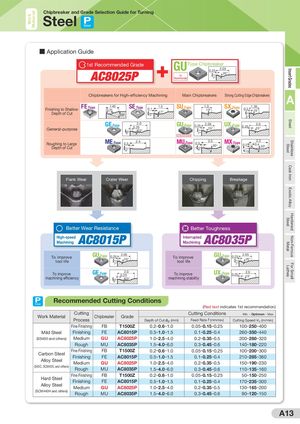
Work Material For SmallLathesNon-FerrousHardenedMetalSteelExotic AlloyCast IronStainlessSteelSteelInsert Grades Chipbreaker and Grade Selection Guide for Turning Steel Steel ■ Application Guide 1st Recommended Grade GUType Chipbreaker 0.25 2.05 AC8025P 25°1stRecommended7° Chipbreakers for High-efficiency Machining Main Chipbreakers Strong Cutting Edge Chipbreakers A Finishing to Shallow FE TypeDepth of Cut 1.400.70 SE Type 0.1 1.517°20°5°SU Type 1.313° SX Type 1.350.215°3° General-purpose GE Type 2.00.2523° GU Type 0.25 2.0525° UX Type 0.25 2.015° 3° 7° 1st Recommended Roughing to Large ME Type 0.3 2.4Depth of Cut4° MU Type 0.3 2.520° MX Type 0.2 2.30.420°4°-15° Flank Wear Crater Wear Chipping Breakage Better Wear Resistance Better Toughness High-speed Machining AC8015P Interrupted Machining AC8035P To improvetool life GU Type 0.25 2.0525°7° To improvetool life GU Type 0.25 2.0525°7° To improve GE Type 2.00.25machining efficiency23° To improvemachining stability UX Type 0.25 2.015° 3° Recommended Cutting Conditions Steel (Red text indicates 1st recommendation) CuttingWork MaterialChipbreaker Grade Cutting Conditions Min. - Optimum - Max. Process Depth of Cut ap (mm) Feed Rate f (mm/rev) Cutting Speed vc (m/min) Fine Finishing FB T1500Z 0.2-0.6-1.0 0.05-0.15-0.25 100-250-400 Mild Steel Finishing FE AC8015P 0.5-1.0-1.5 0.1-0.25-0.4 260-350-440 (SS400 and others) Medium GU AC8025P 1.0-2.5-4.0 0.2-0.35-0.5 200-260-320 Rough MU AC8035P 1.5-4.0-6.0 0.3-0.45-0.6 140-180-220 Carbon Steel Fine FinishingFinishingFBFE T1500ZAC8015P 0.2-0.6-1.00.5-1.0-1.5 0.05-0.15-0.25 100-200-3000.1-0.25-0.4210-285-360 Alloy Steel Medium GU AC8025P 1.0-2.5-4.0 0.2-0.35-0.5 150-190-230 (S45C, SCM435, and others) Rough MU AC8035P 1.5-4.0-6.0 0.3-0.45-0.6 110-135-160 Fine Finishing FB T1500Z 0.2-0.6-1.0 0.05-0.15-0.25 50-150-250 Hard Steel Finishing FE AC8015P 0.5-1.0-1.5 0.1-0.25-0.4 170-235-300 Alloy Steel Medium GU AC8025P 1.0-2.5-4.0 0.2-0.35-0.5 130-165-200 (SCM440H and others) Rough MU AC8035P 1.5-4.0-6.0 0.3-0.45-0.6 90-120-150 A13