Общий каталог Sumitomo 2018 - 2019 - страница 70
Навигация
 Общий каталог Sumitomo 2012
Общий каталог Sumitomo 2012 Каталог Sumitomo резьбонарезной инструмент
Каталог Sumitomo резьбонарезной инструмент Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo запасные части
Каталог Sumitomo запасные части- Pages 3-6_CS6_EN_web
- A 1-20 insert selection EN_web
- B 1-14 grades_EN_web
- C01-17 inserts intro pages_EN_web
- C18-56 negative inserts_EN_web
- C57-86 positive inserts_EN_web
- D 1-46 tool holders_EN_web
- E 1-24 boring bars_EN_web
- F 1-48 grooving_thread tools_EN_web
- G 1-54 milling cutters_EN_web
- H 1-48 insert type endmills_EN_web
- J 1-24 new endmills_EN_web
- J 25-50 endmills_EN_web
- K 1-46 Multi-Drills_EN_web
- K 47-76 Multi-Drills_EN_web
- L 1-28 cbn_pcd grades_EN_web
- M 1-34 cbn_pcd inserts_EN_web
- M 35-56 SHM tools_EN_web
- N1-24 technical guidance_EN_web
- P 1-8 spare parts_neu_EN_web
- P 9-22 index_notes_EN_web
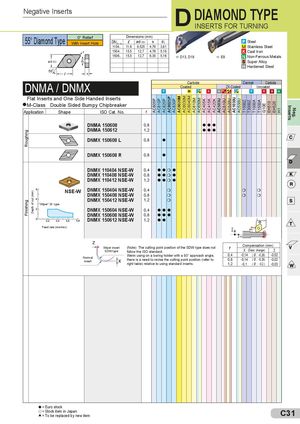
RoughingFinishing Depth of cut (mm) AC805P AC810P AC820P AC8025P AC830P AC6020M AC6030M AC6040M AC610M AC630M AC405K AC415K AC420K AC503U AC510U AC520U AC1030U AC530U T1500Z T3000Z T1000A T1500A G10E EH510 EH520 H1 Inserts Neg. Negative Inserts D DIAMOND TYPE INSERTS FOR TURNING 55° Diamond Type 0° ReliefWith Insert Hole Dimensions (mm)DN_ _lød (IC)sd1 P Steel 1104.. 11,6 9,525 4,76 3,81 M Stainless Steel 1504.. 15,5 12,7 4,76 5,16 K Cast Iron 1506.. 15,5 12,7 6,35 5,16 a D13, D19 a E9 N Non-Ferrous Metals S Super Alloy H Hardened Steel DNMA / DNMX Carbide Cermet CarbideCoatedZX-CoatedUncoatedPMPMKHKSMSPMPKSN Flat Inserts and One Side Handed Inserts M-Class Double Sided Bumpy Chipbreaker Application Shape ISO Cat. No. r DNMA 150608 0,8 l l l DNMA 150612 1,2 l l l DNMX 150608 L 0,8 l DNMX 150608 R 0,8 l DNMX 110404 NSE-W 0,4 llml DNMX 110408 NSE-W 0,8 llml DNMX 110412 NSE-W 1,2 llml NSE-W DNMX 150404 NSE-WDNMX 150408 NSE-W 0,4 m m m0,8 m m m DNMX 150412 NSE-W 1,2 m ”Wiper” W type DNMX 150604 NSE-W 0,4 lll DNMX 150608 NSE-W 0,8 lll DNMX 150612 NSE-W 1,2 ll Feed rate (mm/rev) Wiper insert (Note) The cutting point position of the SDW type does notSDW typefollow the ISO standard. r Compensation (mm)X(Diam. change) Z Normalinsert Wenn using on a boring holder with a 93° approach angle, 0,4 -0,14 ( Ø : -0,28) -0,02there is a need to revise the cutting point position (refer to0,8-0,14( Ø : -0,28)-0,02 right table) relative to using standard inserts. 1,2 -0,1 (Ø: -0,2 ) -0,03 l = Euro stock = Stock item in Japans = To be replaced by new item C31