Общий каталог Sumitomo 2018 - 2019 - страница 289
Навигация
 Общий каталог Sumitomo 2012
Общий каталог Sumitomo 2012 Каталог Sumitomo резьбонарезной инструмент
Каталог Sumitomo резьбонарезной инструмент Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo запасные части
Каталог Sumitomo запасные части- Pages 3-6_CS6_EN_web
- A 1-20 insert selection EN_web
- B 1-14 grades_EN_web
- C01-17 inserts intro pages_EN_web
- C18-56 negative inserts_EN_web
- C57-86 positive inserts_EN_web
- D 1-46 tool holders_EN_web
- E 1-24 boring bars_EN_web
- F 1-48 grooving_thread tools_EN_web
- G 1-54 milling cutters_EN_web
- H 1-48 insert type endmills_EN_web
- J 1-24 new endmills_EN_web
- J 25-50 endmills_EN_web
- K 1-46 Multi-Drills_EN_web
- K 47-76 Multi-Drills_EN_web
- L 1-28 cbn_pcd grades_EN_web
- M 1-34 cbn_pcd inserts_EN_web
- M 35-56 SHM tools_EN_web
- N1-24 technical guidance_EN_web
- P 1-8 spare parts_neu_EN_web
- P 9-22 index_notes_EN_web
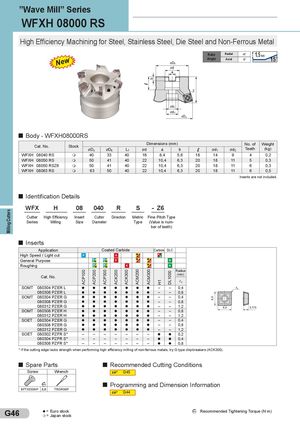
Milling Cutters ACP100 ACP200 ACP300 ACK200 ACK300 ACM200 bACM300 H1 DL1000 Lf 8,0 ”Wave Mill” Series WFXH 08000 RS High Efficiency Machining for Steel, Stainless Steel, Die Steel and Non-Ferrous Metal New ØDb Rake RadialAngleAxial-6°6°1,5 mm 15° P Ød a Ød2 Ød1 ØDc Body - WFXH08000RS Cat. No. Stock Dimensions (mm)ØDcØDbLfØda b No. of WeightØd1Ød2Teeth(kg) WFXH 08040 RS m 40 33 40 16 8,4 5,6 18 14 9 4 0,2 WFXH 08050 RS m 50 41 40 22 10,4 6,3 20 18 11 5 0,3 WFXH 08050 RSZ6 m 50 41 40 22 10,4 6,3 20 18 11 6 0,3 WFXH 08063 RS m 63 50 40 22 10,4 6,3 20 18 11 6 0,5 Inserts are not included. Identification Details WFX H 08 040 R S - Z6 Cutter High Efficiency Insert Cutter Direction Metric Fine Pitch Type Series Milling Size Diameter Type (Value is num- ber of teeth) Inserts Application Coated Carbide Carbide DLC High Speed / Light cut P K MS KN General Purpose PM PM K MS MS N Roughing PM PM K MS N Radius Cat. No. (mm) SOMT 080304 PZER L – – 0,4 080308 PZER L – – 0,8 SOMT 080304 PZER G – – 0,4 080308 PZER G – – 0,8 080312 PZER G – – 1,2 8,0 3,175 SOMT 080308 PZER H – – 0,8 080312 PZER H – – 1,2 SOET 080304 PZER G – – 0,4 080308 PZER G – – 0,8 080312 PZER G – – 1,2 SOET 080302 PZFR S* – – – – – – – 0,2 080304 PZFR S* – – – – – – – 0,4 080308 PZFR S* – – – – – – – 0,8 * If the cutting edge lacks strength when performing high efficiency milling of non-ferrous metals, try G type chipbreakers (ACK300). Spare Parts Recommended Cutting Conditions Screw Wrench G45 Programming and Dimension Information BFTX0306IP 2,0 TRDR08IP G44 G46 l= Euro stockm = Japan stock Recommended Tightening Torque (N·m)