Каталог Sumitomo специальные торцевые фрезы - страница 6
Навигация
 Техническая информация Sumitomo
Техническая информация Sumitomo Каталог Sumitomo резьбонарезной инструмент
Каталог Sumitomo резьбонарезной инструмент Каталог Sumitomo микроинструмент
Каталог Sumitomo микроинструмент Каталог Sumitomo твердосплавные заготовки
Каталог Sumitomo твердосплавные заготовки Каталог Sumitomo инструмент для отрезки
Каталог Sumitomo инструмент для отрезки Каталог Sumitomo запасные части
Каталог Sumitomo запасные части- H001
- H002
- H003
- H004
- H005
- H006
- H007
- H008
- H009
- H010
- H011
- H012
- H013
- H014
- H015
- H016
- H017
- H018
- H019
- H020
- H021
- H022
- H023
- H024
- H025
- H026
- H027
- H028
- H029
- H030
- H031
- H032
- H033
- H034
- H035
- H036
- H037
- H038
- H039
- H040
- H041
- H042
- H043
- H044
- H045
- H046
- H047
- H048
- H049
- H050
- H051
- H052
- H053
- H054
- H055
- H056
- H057
- H058
- H059
- H060
- H061
- H062
- H063
- H064
- H065
- H066
- H067
- H068
- H069
- H070
- H071
- H072
- H073
- H074
- H075
- H076
- H077
- H078
- H079
- H080
- H081
- H082
- H083
- H084
- H085
- H086
- H087
- H088
- H089
- H090
- H091
- H092
- H093
- H094
- H095
- H096
- H097
- H098
- H099
- H100
- H101
- H102
- H103
- H104
- H105
- H106
- H107
- H108
- H109
- H110
- H111
- H112
- H113
- H114
- H115
- H116
- H117
- H118
- H119
- H120
- H121
- H122
- H123
- H124
- H125
- H126
- H127
- H128
- H129
- H130
- H131
- H132
- H133
- H134
- H135
- H136
- H137
- H138
- H139
- H140
- H141
- H142
- H143
- H144
- H145
- H146
- H147
- H148
- H149
- H150
- H151
- H152
- H153
- H154
- H155
- H156
- H157
- H158
- H159
- H160
- H161
- H162
- H163
- H164
- H165
- H166
- H167
- H168
- H169
- H170
- H171
- H172
- H173
- H174
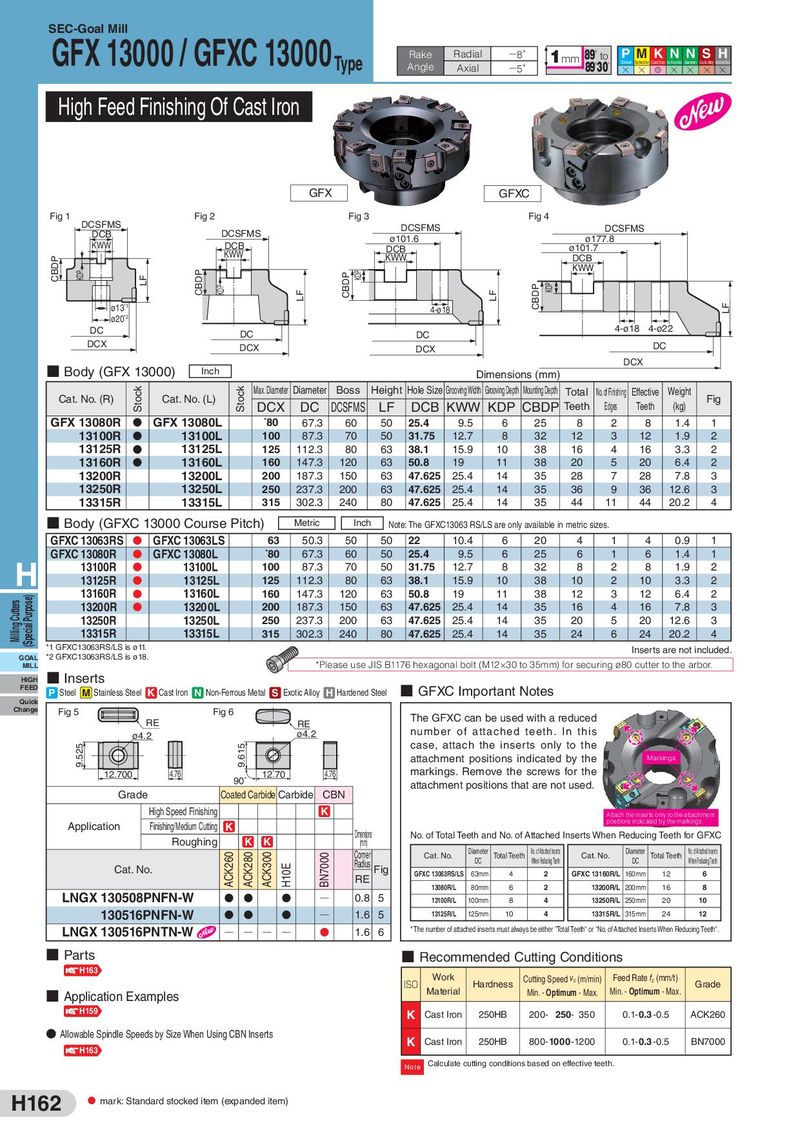
SEC-Goal Mill GFX 13000 / GFXC 13000 Type Rake Angle Radial Axial −8° −5° 1mm 89°to P M K N N S H 89°30′ Steel Stainless Steel Cast Iron Non-Ferrous Metal Aluminum Exotic Alloy Hardened Steel H H G H H H H High Feed Finishing Of Cast Iron GFX GFXC Fig 1 Fig 2 Fig 3 Fig 4 DCSFMS DCSFMS DCSFMS DCB DCSFMS ø101.6 ø177.8 KWW DCB DCB ø101.7 KWW KWW DCB CBDP KWW CBDP KDP KDP CBDP LF KDP CBDP KDP LF LF ø13*1 LF 4-ø18 ø20*2 DC 4-ø18 4-ø22 DC DC DCX DCX DC DCX DCX ■ Body (GFX 13000) Inch Dimensions (mm) Stock Stock Max. Diameter Diameter Boss Height Hole Size Grooving Width Grooving Depth Mounting Depth Total No. of Finishing Effective Weight Cat. No. (R) Cat. No. (L) Fig DCX DC DCSFMS LF DCB KWW KDP CBDP Teeth Edges Teeth (kg) GFX 13080R D GFX 13080L * 80 67.3 60 50 25.4 9.5 6 25 8 2 8 1.4 1 13100R D 13100L 100 87.3 70 50 31.75 12.7 8 32 12 3 12 1.9 2 13125R D 13125L 125 112.3 80 63 38.1 15.9 10 38 16 4 16 3.3 2 13160R D 13160L 160 147.3 120 63 50.8 19 11 38 20 5 20 6.4 2 13200R 13200L 200 187.3 150 63 47.625 25.4 14 35 28 7 28 7.8 3 13250R 13250L 250 237.3 200 63 47.625 25.4 14 35 36 9 36 12.6 3 13315R 13315L 315 302.3 240 80 47.625 25.4 14 35 44 11 44 20.2 4 ■ Body (GFXC 13000 Course Pitch) Metric Inch Note: The GFXC13063 RS/LS are only available in metric sizes. GFXC 13063RS D GFXC 13063LS 63 50.3 50 50 22 10.4 6 20 4 1 4 0.9 1 GFXC 13080R D GFXC 13080L * 80 67.3 60 50 25.4 9.5 6 25 6 1 6 1.4 1 13100R 13100L H 13125R 13160R D D D 13125L 13160L 100 125 160 87.3 112.3 147.3 70 80 120 50 63 63 31.75 38.1 50.8 12.7 15.9 19 8 10 11 32 38 38 8 10 12 2 2 3 8 10 12 1.9 3.3 6.4 2 2 2 (Special Purpose) Milling Cutters 13200R D 13200L 200 187.3 150 63 47.625 25.4 14 35 16 4 16 7.8 3 13250R 13250L 250 237.3 200 63 47.625 25.4 14 35 20 5 20 12.6 3 13315R 13315L 315 302.3 240 80 47.625 25.4 14 35 24 6 24 20.2 4 *1 GFXC13063RS/LS is ø11. Inserts are not included. GOAL *2 GFXC13063RS/LS is ø18. MILL *Please use JIS B1176 hexagonal bolt (M12×30 to 35mm) for securing ø80 cutter to the arbor. HIGH ■ Inserts FEED P Steel M Stainless Steel K Cast Iron N Non-Ferrous Metal S Exotic Alloy H Hardened Steel ■ GFXC Important Notes Quick Change Fig 5 Fig 6 RE The GFXC can be used with a reduced RE ø4.2 ø4.2 number of attached teeth. In this case, attach the inserts only to the 9.525 9.615 attachment positions indicated by the Markings 12.700 4.76 12.70 4.76 markings. Remove the screws for the 90˚ attachment positions that are not used. Grade Coated Carbide Carbide CBN High Speed Finishing K Attach the inserts only to the attachment positions indicated by the markings. Application Finishing/Medium Cutting K Dimensions No. of Total Teeth and No. of Attached Inserts When Reducing Teeth for GFXC Roughing K K (mm) Diameter No. of Attached Inserts Diameter No. of Attached Inserts Corner ACK260 ACK280 ACK300 BN7000 Cat. No. Total Teeth Cat. No. Total Teeth Radius DC When Reducing Teeth DC When Reducing Teeth H10E Cat. No. Fig GFXC 13063RS/LS 63mm 4 2 GFXC 13160R/L 160mm 12 6 RE 13080R/L 80mm 6 2 13200R/L 200mm 16 8 LNGX 130508PNFN-W D D D Q 0.8 5 13100R/L 100mm 8 4 13250R/L 250mm 20 10 130516PNFN-W D D D Q 1.6 5 13125R/L 125mm 10 4 13315R/L 315mm 24 12 * The number of attached inserts must always be either "Total Teeth" or "No. of Attached Inserts When Reducing Teeth". LNGX 130516PNTN-W Q Q Q Q D 1.6 6 ■ Parts ■ Recommended Cutting Conditions H163 Work Cutting Speed vc (m/min) Feed Rate fz (mm/t) ISO Hardness Grade Material Min. - Optimum - Max. Min. - Optimum - Max. ■ Application Examples H159 K Cast Iron 250HB 200- 250- 350 0.1- 0.3 -0.5 ACK260 ● Allowable Spindle Speeds by Size When Using CBN Inserts K Cast Iron 250HB 800-1000-1200 0.1- 0.3 -0.5 BN7000 H163 Note Calculate cutting conditions based on effective teeth. H162 D mark: Standard stocked item (expanded item)