Каталог Stellram твердосплавные цельные фрезы - страница 74
Навигация
 Каталог Stellram фрез со сменными пластинами
Каталог Stellram фрез со сменными пластинами Каталог Stellram токарный инструмент
Каталог Stellram токарный инструмент Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы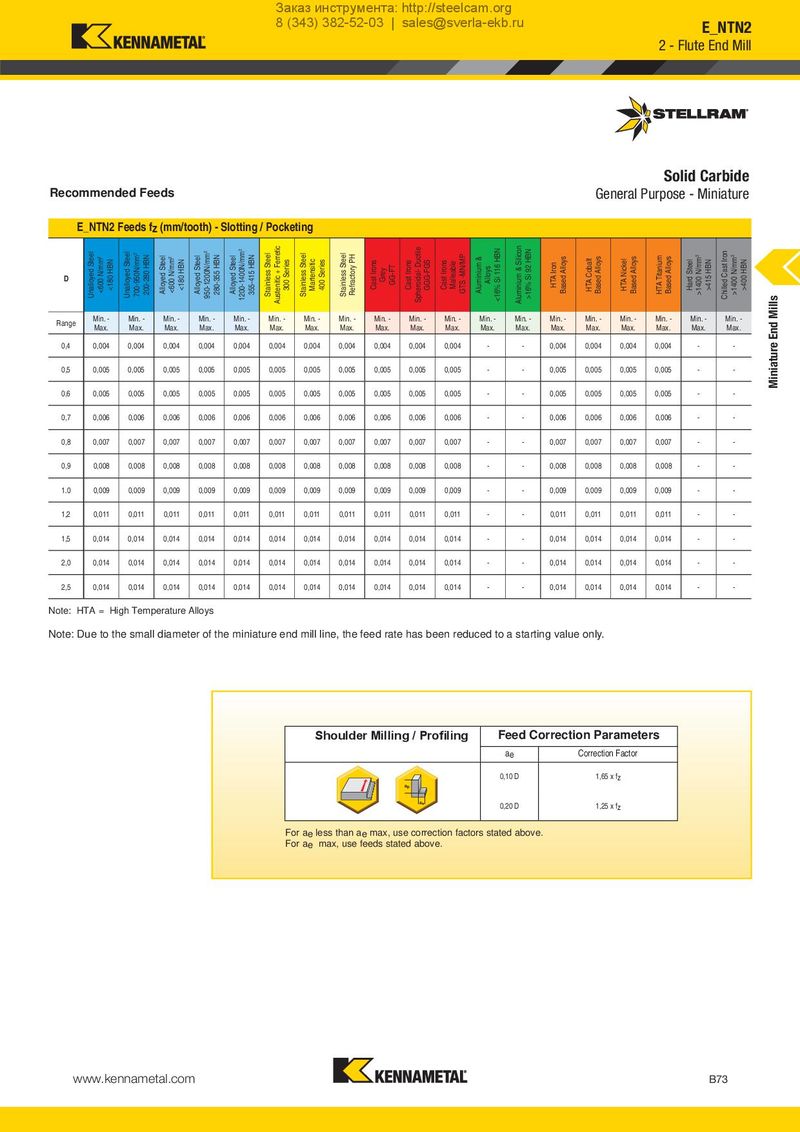
Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru E_NTN2 2 - Flute End Mill Solid Carbide Recommended Feeds General Purpose - Miniature E_NTN2 Feeds fz (mm/tooth) - Slotting / Pocketing D Unalloyed Steel <600 N/mm2 <180 HBN Unalloyed Steel 700-950N/mm2 200-280 HBN Alloyed Steel <600 N/mm2 <180 HBN Alloyed Steel 950-1200N/mm2 280-355 HBN Alloyed Steel 1200-1400N/mm2 355-415 HBN Stainless Steel Austenitic + Ferretic 300 Series Stainless Steel Martensitic 400 Series Stainless Steel Refractory PH Cast Irons Grey GG-FT Cast Irons Spheroidal- Ductile GGG-FGS Cast Irons Malleable GTS -MN/MP Aluminium & Alloys <16% Si 116 HBN Aluminium & Silicon >16% Si 92 HBN HTA Iron Based Alloys HTA Cobalt Based Alloys HTA Nickel Based Alloys HTA Titanium Based Alloys Hard Steel >1400 N/mm2 >415 HBN Chilled Cast Iron >1400 N/mm2 >400 HBN Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Min. - Mills Range Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. Max. End 0,4 0,004 0,004 0,004 0,004 0,004 0,004 0,004 0,004 0,004 0,004 0,004 - - 0,004 0,004 0,004 0,004 - - Miniature 0,5 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 - - 0,005 0,005 0,005 0,005 - - 0,6 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 0,005 - - 0,005 0,005 0,005 0,005 - - 0,7 0,006 0,006 0,006 0,006 0,006 0,006 0,006 0,006 0,006 0,006 0,006 - - 0,006 0,006 0,006 0,006 - - 0,8 0,007 0,007 0,007 0,007 0,007 0,007 0,007 0,007 0,007 0,007 0,007 - - 0,007 0,007 0,007 0,007 - - 0,9 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 - - 0,008 0,008 0,008 0,008 - - 1.0 0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,009 0,009 - - 0,009 0,009 0,009 0,009 - - 1,2 0,011 0,011 0,011 0,011 0,011 0,011 0,011 0,011 0,011 0,011 0,011 - - 0,011 0,011 0,011 0,011 - - 1,5 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 - - 0,014 0,014 0,014 0,014 - - 2,0 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 - - 0,014 0,014 0,014 0,014 - - 2,5 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,014 - - 0,014 0,014 0,014 0,014 - - Note: HTA = High Temperature Alloys Note: Due to the small diameter of the miniature end mill line, the feed rate has been reduced to a starting value only. Shoulder Milling / Profiling Feed Correction Parameters ae Correction Factor 0,10 D 1,65 x fz ap ae 0,20 D 1,25 x fz For ae less than ae max, use correction factors stated above. For ae max, use feeds stated above. www.kennametal.com B73