Каталог Stellram твердосплавные цельные фрезы - страница 70
Навигация
 Каталог Stellram фрез со сменными пластинами
Каталог Stellram фрез со сменными пластинами Каталог Stellram токарный инструмент
Каталог Stellram токарный инструмент Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы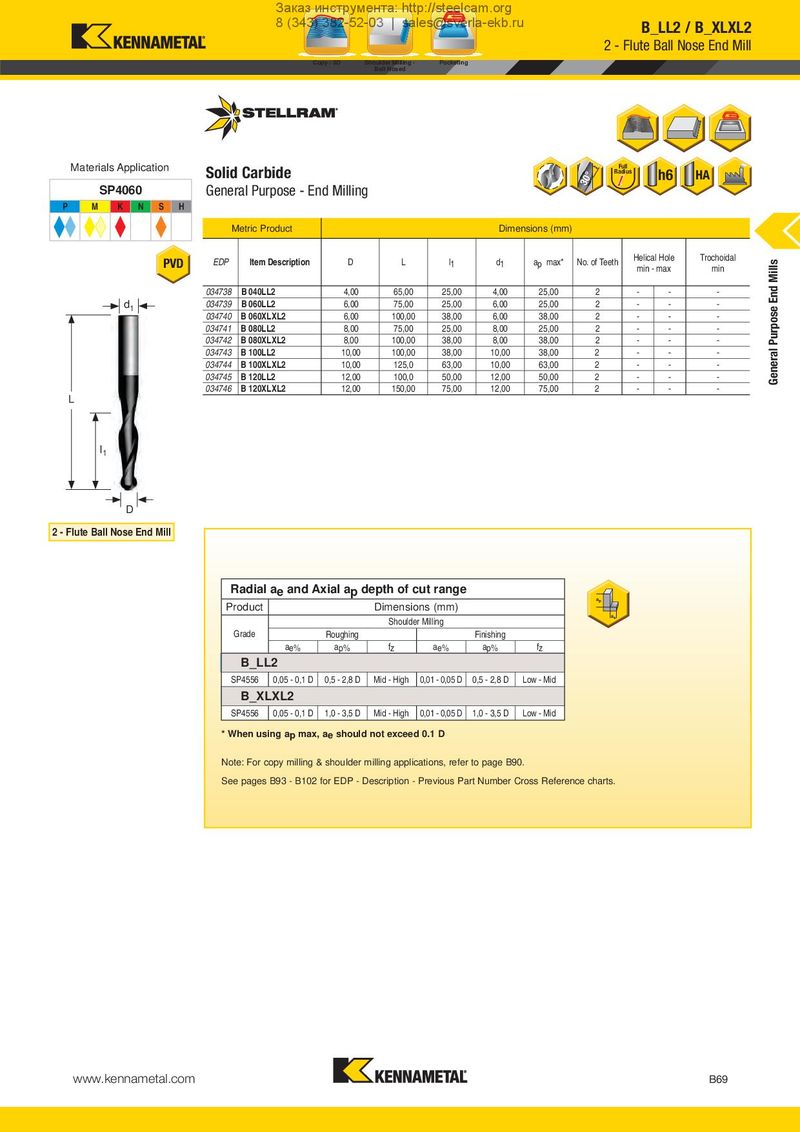
Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru B_LL2 / B_XLXL2 2 - Flute Ball Nose End Mill Copy / 3D Shoulder Milling - Pocketing Ball Nosed Materials Application Solid Carbide Full Radius h6 HA SP4060 General Purpose - End Milling P M K N S H Metric Product Dimensions (mm) PVD EDP Item Description D L l1 d1 ap max* No. of Teeth Helical Hole Trochoidal General Purpose End Mills min - max min 034738 B 040LL2 4,00 65,00 25,00 4,00 25,00 2 - - - d1 034739 B 060LL2 6,00 75,00 25,00 6,00 25,00 2 - - - 034740 B 060XLXL2 6,00 100,00 38,00 6,00 38,00 2 - - - 034741 B 080LL2 8,00 75,00 25,00 8,00 25,00 2 - - - 034742 B 080XLXL2 8,00 100,00 38,00 8,00 38,00 2 - - - 034743 B 100LL2 10,00 100,00 38,00 10,00 38,00 2 - - - 034744 B 100XLXL2 10,00 125,0 63,00 10,00 63,00 2 - - - 034745 B 120LL2 12,00 100,0 50,00 12,00 50,00 2 - - - 034746 B 120XLXL2 12,00 150,00 75,00 12,00 75,00 2 - - - L I1 D 2 - Flute Ball Nose End Mill Radial ae and Axial ap depth of cut range ap Product Dimensions (mm) Shoulder Milling ae Grade Roughing Finishing ae% ap% fz ae% ap% fz B_LL2 SP4556 0,05 - 0,1 D 0,5 - 2,8 D Mid - High 0,01 - 0,05 D 0,5 - 2,8 D Low - Mid B_XLXL2 SP4556 0,05 - 0,1 D 1,0 - 3,5 D Mid - High 0,01 - 0,05 D 1,0 - 3,5 D Low - Mid * When using ap max, ae should not exceed 0.1 D Note: For copy milling & shoulder milling applications, refer to page B90. See pages B93 - B102 for EDP - Description - Previous Part Number Cross Reference charts. www.kennametal.com B69