Каталог Stellram токарный инструмент - страница 9
Навигация
 Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы Каталог Stellram твердосплавные цельные фрезы
Каталог Stellram твердосплавные цельные фрезы Каталог Stellram фрез со сменными пластинами
Каталог Stellram фрез со сменными пластинами Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами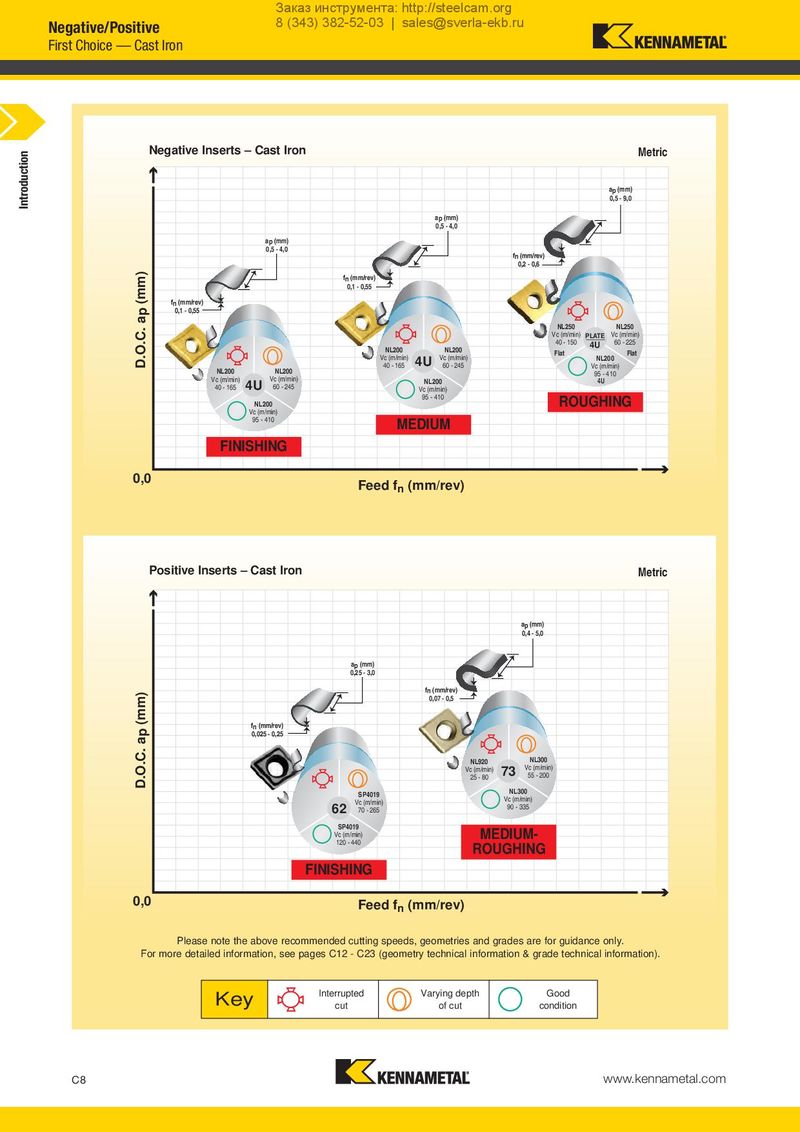
Заказ инструмента: http://steelcam.org Negative/Positive 8 (343) 382-52-03 | sales@sverla-ekb.ru First Choice — Cast Iron Introduction Negative Inserts – Cast Iron Metric ap (mm) 0,5 - 9,0 ap (mm) 0,5 - 4,0 ap (mm) 0,5 - 4,0 fn (mm/rev) 0,2 - 0,6 D.O.C. ap (mm) fn (mm/rev) 0,1 - 0,55 fn (mm/rev) 0,1 - 0,55 NL250 NL250 Vc (m/min) PLATE Vc (m/min) 40 - 150 4U 60 - 225 NL200 NL200 Flat Flat Vc (m/min) 4U Vc (m/min) NL200 NL200 NL200 40 - 165 60 - 245 Vc (m/min) Vc (m/min) Vc (m/min) 95 - 410 40 - 165 4U 60 - 245 NL200 4U Vc (m/min) 95 - 410 ROUGHING NL200 Vc (m/min) 95 - 410 MEDIUM FINISHING 0,0 Feed fn (mm/rev) Positive Inserts – Cast Iron Metric ap (mm) 0,4 - 5,0 ap (mm) 0,25 - 3,0 D.O.C. ap (mm) fn (mm/rev) 0,07 - 0,5 fn (mm/rev) 0,025 - 0,25 NL920 NL300 Vc (m/min) 73 Vc (m/min) 25 - 80 55 - 200 SP4019 NL300 Vc (m/min) Vc (m/min) 62 70 - 265 90 - 335 SP4019 MEDIUM- Vc (m/min) 120 - 440 ROUGHING FINISHING 0,0 Feed fn (mm/rev) Please note the above recommended cutting speeds, geometries and grades are for guidance only. For more detailed information, see pages C12 - C23 (geometry technical information & grade technical information). Key Interrupted Varying depth Good cut of cut condition C8 www.kennametal.com