Каталог Stellram токарный инструмент - страница 196
Навигация
 Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы Каталог Stellram твердосплавные цельные фрезы
Каталог Stellram твердосплавные цельные фрезы Каталог Stellram фрез со сменными пластинами
Каталог Stellram фрез со сменными пластинами Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами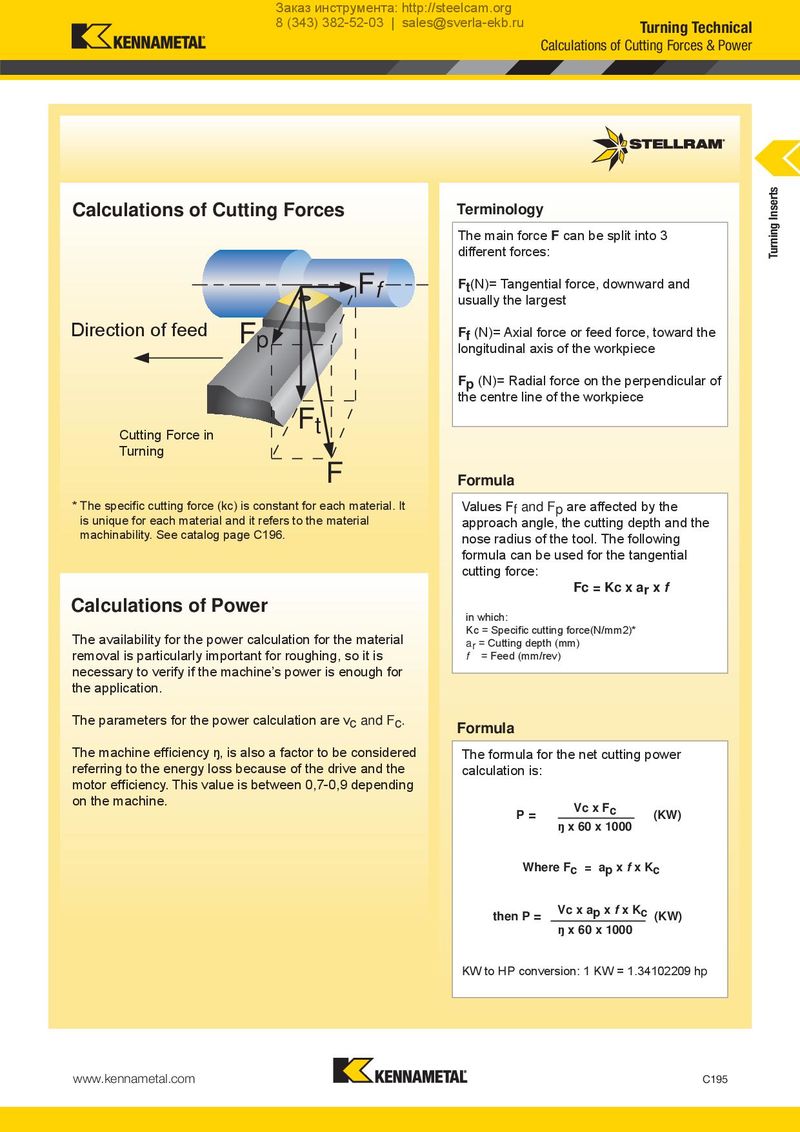
Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru Turning Technical Calculations of Cutting Forces & Power Calculations of Cutting Forces Terminology Turning Inserts The main force F can be split into 3 different forces: Ff Ft(N)= Tangential force, downward and usually the largest DDirierecctitoionn ooff ffeeeedd Fp Ff (N)= Axial force or feed force, toward the longitudinal axis of the workpiece Fp (N)= Radial force on the perpendicular of the centre line of the workpiece Cutting Force in Ft Turning F Formula * The specific cutting force (kc) is constant for each material. It Values Ff and Fp are affected by the is unique for each material and it refers to the material approach angle, the cutting depth and the machinability. See catalog page C196. nose radius of the tool. The following formula can be used for the tangential cutting force: Fc = Kc x ar x f Calculations of Power in which: The availability for the power calculation for the material Kc = Specific cutting force(N/mm2)* removal is particularly important for roughing, so it is ar = Cutting depth (mm) f = Feed (mm/rev) necessary to verify if the machine’s power is enough for the application. The parameters for the power calculation are vc and Fc. Formula The machine efficiency ŋ, is also a factor to be considered The formula for the net cutting power referring to the energy loss because of the drive and the calculation is: motor efficiency. This value is between 0,7-0,9 depending on the machine. Vc x Fc P= (KW) ŋ x 60 x 1000 Where Fc = ap x f x Kc then P = Vc x ap x f x Kc (KW) ŋ x 60 x 1000 KW to HP conversion: 1 KW = 1.34102209 hp www.kennametal.com C195