Каталог Stellram токарный инструмент - страница 193
Навигация
 Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы Каталог Stellram твердосплавные цельные фрезы
Каталог Stellram твердосплавные цельные фрезы Каталог Stellram фрез со сменными пластинами
Каталог Stellram фрез со сменными пластинами Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами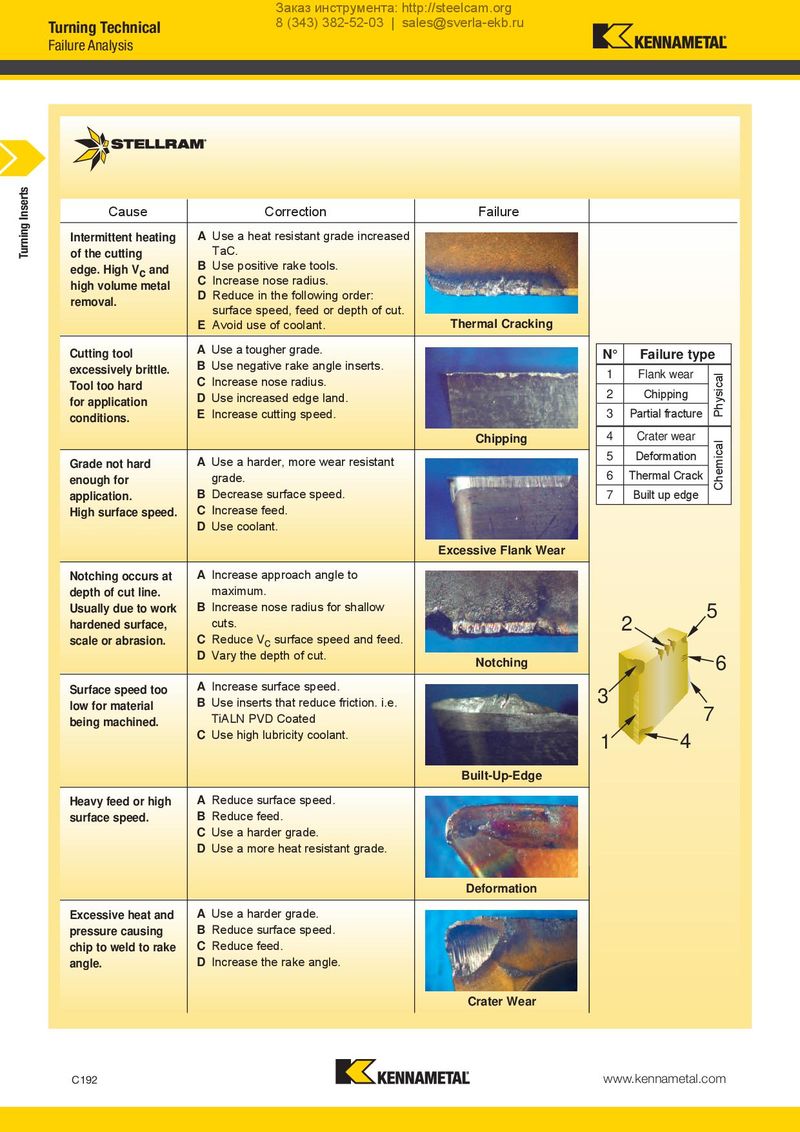
Заказ инструмента: http://steelcam.org Turning Technical 8 (343) 382-52-03 | sales@sverla-ekb.ru Failure Analysis Turning Inserts Cause Correction Failure Intermittent heating A Use a heat resistant grade increased of the cutting TaC. edge. High Vc and B Use positive rake tools. high volume metal C Increase nose radius. removal. D Reduce in the following order: surface speed, feed or depth of cut. E Avoid use of coolant. Thermal Cracking Cutting tool A Use a tougher grade. N° Failure type excessively brittle. B Use negative rake angle inserts. 1 Flank wear Tool too hard C Increase nose radius. Physical for application D Use increased edge land. 2 Chipping conditions. E Increase cutting speed. 3 Partial fracture Chipping 4 Crater wear Chemical Grade not hard A Use a harder, more wear resistant 5 Deformation enough for grade. 6 Thermal Crack application. B Decrease surface speed. 7 Built up edge High surface speed. C Increase feed. D Use coolant. Excessive Flank Wear Notching occurs at A Increase approach angle to depth of cut line. maximum. Usually due to work B Increase nose radius for shallow 5 hardened surface, cuts. 2 scale or abrasion. C Reduce Vc surface speed and feed. D Vary the depth of cut. Notching 6 Surface speed too A Increase surface speed. 3 low for material B Use inserts that reduce friction. i.e. 7 being machined. TiALN PVD Coated C Use high lubricity coolant. 1 4 Built-Up-Edge Heavy feed or high A Reduce surface speed. surface speed. B Reduce feed. C Use a harder grade. D Use a more heat resistant grade. Deformation Excessive heat and A Use a harder grade. pressure causing B Reduce surface speed. chip to weld to rake C Reduce feed. angle. D Increase the rake angle. Crater Wear C192 www.kennametal.com