Общий каталог SGS 2021 - страница 38
Навигация
 Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS фрезы для труднообрабатываемых материалов Series 33
Каталог SGS фрезы для труднообрабатываемых материалов Series 33 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS фрезы для обработки пластика PCR series
Каталог SGS фрезы для обработки пластика PCR series Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS монолитный инструмент из композитных материалов
Каталог SGS монолитный инструмент из композитных материалов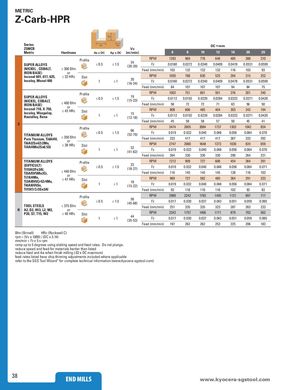
METRIC Z-Carb-HPR Ap Series Ae Ae DC • mm Z5MCR Vc Metric Hardness Ae x DC Ap x DC (m/min) 6 8 10 12 16 20 25 SUPER ALLOYS(NICKEL , COBALT, Profile ≤ 0.5≤ 300 Bhn RPM 1293 969 776 646 485 388 310≤ 1.524(20-29)Fz0.01600.02720.03400.04090.04780.05310.0599Feed (mm/min)10313213213211610393 IRON BASE) or Inconel 601, 617, 625, ≤ 32 HRc SlotIncoloy, Monel 4001 RPM 1050 788 630 525 394 315 252≤120(16-24)Fz0.01600.02720.03400.04090.04780.05310.0599 Feed (mm/min) 84 107 107 107 94 84 75 ProfileSUPER ALLOYS(NICKEL, COBALT,IRON BASE)Inconel 718, X-750,Incoloy, Waspaloy,Hastelloy, Rene≤ 400 Bhnor≤ 43 HRcSlot≤ 0.51RPM1002751601501376301240≤ 1.519(15-23)Fz0.01120.01920.02390.02840.03330.03710.0420Feed (mm/min)56727271635650RPM808606485404303242194≤115(12-18)Fz0.01120.01920.02390.02840.03330.03710.0420 Feed (mm/min) 45 58 58 57 50 45 41 S Profile ≤ 0.5TITANIUM ALLOYSPure Ttanium, Ti6Al4V,Ti6Al2Sn4Zr2Mo,Ti4Al4Mo2Sn0.5Si≤ 350 Bhnor≤ 38 HRcSlot1RPM347426052084173713031042834≤ 1.566(52-79)Fz0.0190.0320.0400.0480.0560.0640.070Feed (mm/min)333417417417367333292RPM27472060164813731030824659≤152(41-62)Fz0.0190.0320.0400.0480.0560.0640.070 Feed (mm/min) 264 330 330 330 290 264 231 TITANIUM ALLOYS Profile(DIFFICULT)Ti10Al2Fe3Al,Ti5Al5V5Mo3Cr,Ti7Al4Mo,Ti3Al8V6Cr4Zr4Mo,Ti6Al6V6Sn,≤ 440 Bhnor≤ 47 HRcSlot≤ 0.51RPM1212909727606454364291≤ 1.523(18-27)Fz0.0190.0320.0400.0480.0560.0640.071Feed (mm/min)116145145145128116103RPM969727582485364291233≤118(15-22)Fz0.0190.0320.0400.0480.0560.0640.071 Ti15V3 Cr3Sn3Al Feed (mm/min) 93 116 116 116 102 93 83 Profile ≤ 0.5 ≤ 1.5 56(45-68) RPMFz 2989 2242 1793 1495 1121 897 7170.0170.0300.0370.0430.0510.0590.065 TOOL STEELS ≤ 375 Bhn Feed (mm/min) 251 335 335 323 287 263 233 H A2, D2, H13, L2, M2, or P20, S7, T15, W2 ≤ 40 HRc Slot 1 RPM 2343 1757 1406 1171 879 703 562≤144(35-53)Fz0.0170.0300.0370.0430.0510.0590.065 Feed (mm/min) 197 262 262 253 225 206 183 Bhn (Brinell) HRc (Rockwell C) rpm = (Vc x 1000) / (DC x 3.14) mm/min = Fz x 5 x rpm ramp up to 5 degrees using slotting speed and feed rates. Do not plunge. reduce speed and feed for materials harder than listed reduce feed and Ae when finish milling (.02 x DC maximum) feed rates listed have chip thinning adjustments included where applicable refer to the SGS Tool Wizard® for complete technical information (www.kyocera-sgstool.com) 38 END MILLS wwwE.kNyDoMceILraLS-sgstool.com