Общий каталог SGS 2021 - страница 215
Навигация
 Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS фрезы для труднообрабатываемых материалов Series 33
Каталог SGS фрезы для труднообрабатываемых материалов Series 33 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS фрезы для обработки пластика PCR series
Каталог SGS фрезы для обработки пластика PCR series Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS монолитный инструмент из композитных материалов
Каталог SGS монолитный инструмент из композитных материалов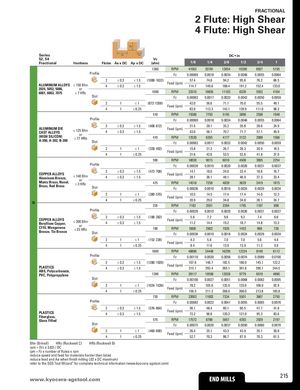
FRACTIONAL 2 Flute: High Shear 4 Flute: High Shear Ap Series Ae Ae DC • in 52, 54 Vc Fractional Hardness Flutes Ae x DC Ap x DC (sfm) 1/8 1/4 3/8 1/2 3/4 1 1360 RPM 41562 20781 13854 10390 6927 5195 Profile Fz 0.00069 0.0018 0.0034 0.0046 0.0055 0.0064 2 ≤ 0.3 ≤ 1.5 (1088-1632) 57.4 74.8 94.2 95.6 76.2 66.5 ALUMINUM ALLOYS ≤ 150 Bhn 4 ≤ 0.3 ≤ 1.5 Feed (ipm) 114.7 149.6 188.4 191.2 152.4 133.0 2024, 5052, 5086, or 6061, 6063, 7075 ≤ 7 HRc 1090 RPM 33310 16655 11103 8328 5552 4164 Slot Fz 0.00063 0.0017 0.0032 0.0042 0.0050 0.0059 2 1 ≤1 (872-1308) 42.0 56.6 71.1 70.0 55.5 49.1 Feed (ipm) 4 1 ≤ 0.25 83.9 113.3 142.1 139.9 111.0 98.3 510 RPM 15586 7793 5195 3896 2598 1948 Profile Fz 0.00069 0.0018 0.0034 0.0046 0.0055 0.0064 ALUMINUM DIECAST ALLOYS(HIGH SILICON)A-390, A-392, B-390≤ 125 Bhnor≤ 77 HRbSlot24≤ 0.3≤ 0.3≤ 1.5(408-612) 21.5 28.1 35.3 35.8 28.6 24.9Feed (ipm)≤ 1.543.056.170.771.757.149.9410RPM1253062654177313220881566Fz0.000630.00170.00320.00420.00500.0059 2 1 ≤1 (328-492) 15.8 21.3 26.7 26.3 20.9 18.5 Feed (ipm) 4 1 ≤ 0.25 31.6 42.6 53.5 52.6 41.8 37.0 590 RPM 18030 9015 6010 4508 3005 2254 Profile Fz 0.00039 0.0010 0.0020 0.0026 0.0031 0.0037 COPPER ALLOYSAluminum Bronze,Muntz Brass, Naval,Brass, Red Brass≤ 140 Bhnor≤ 3 HRcSlot24≤ 0.3≤ 0.3≤ 1.5(472-708) 14.1 18.0 24.0 23.4 18.6 16.7Feed (ipm)≤ 1.528.136.148.146.937.333.4475RPM1451672584839362924191815Fz0.000360.00100.00180.00240.00290.0034 2 1 ≤1 (380-570) 10.5 14.5 17.4 17.4 14.0 12.3 Feed (ipm) 4 1 ≤ 0.25 20.9 29.0 34.8 34.8 28.1 24.7 N 235 RPM 7182 3591 2394 1795 1197 898 Profile Fz 0.00039 0.0010 0.0020 0.0026 0.0031 0.0037 COPPER ALLOYSBeryllium Copper,C110, ManganeseBronze, Tin Bronze≤ 200 Bhnor≤ 23 HRcSlot24≤ 0.3≤ 0.3≤ 1.5(188-282) 5.6 7.2 9.6 9.3 7.4 6.6Feed (ipm)≤ 1.511.214.419.218.714.813.3190RPM5806290319351452968726Fz0.000360.00100.00180.00240.00290.0034 2 1 ≤1 (152-228) 4.2 5.8 7.0 7.0 5.6 4.9 Feed (ipm) 4 1 ≤ 0.25 8.4 11.6 13.9 13.9 11.2 9.9 1600 RPM 48896 24448 16299 12224 8149 6112 Profile Fz 0.00110 0.0030 0.0056 0.0074 0.0089 0.0100 2 ≤ 0.3 ≤ 1.5 (1280-1920) 107.6 146.7 182.5 180.9 145.1 122.2 PLASTICS Feed (ipm)4≤ 0.3≤ 1.5215.1293.4 365.1 361.8 290.1 244.5 ABS, Polycarbonate, PVC, Polypropylene 1280 RPM 39117 19558 13039 9779 6519 4890 Slot Fz 0.00100 0.0027 0.0051 0.0068 0.0082 0.0095 2 1 ≤1 (1024-1536) 78.2 105.6 133.0 133.0 106.9 92.9 Feed (ipm) 4 1 ≤ 0.25 156.5 211.2 266.0 266.0 213.8 185.8 720 RPM 22003 11002 7334 5501 3667 2750 Profile Fz 0.00082 0.0022 0.0041 0.0055 0.0065 0.0076 2 ≤ 0.3 ≤ 1.5 (576-864) 36.1 48.4 60.1 60.5 47.7 41.8 PLASTICS Feed (ipm)4≤ 0.3≤ 1.572.296.8 120.3 121.0 95.3 83.6 Fiberglass, Glass Filled 575 RPM 17572 8786 5857 4393 2929 2197 Slot Fz 0.00075 0.0020 0.0037 0.0050 0.0060 0.0070 2 1 ≤1 (460-690) 26.4 35.1 43.3 43.9 35.1 30.8 Feed (ipm) 4 1 ≤ 0.25 52.7 70.3 86.7 87.9 70.3 61.5 Bhn (Brinell) HRc (Rockwell C) HRb (Rockwell B) rpm = (Vc x 3.82) / DC ipm = Fz x number of flutes x rpm reduce speed and feed for materials harder than listed reduce feed and Ae when finish milling (.02 x DC maximum) refer to the SGS Tool Wizard® for complete technical information (www.kyocera-sgstool.com) www.kyocera-sEgNsDtoMoIl.LcLoSm END MILLS 215