Общий каталог SGS 2021 - страница 108
Навигация
 Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS фрезы для труднообрабатываемых материалов Series 33
Каталог SGS фрезы для труднообрабатываемых материалов Series 33 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS фрезы для обработки пластика PCR series
Каталог SGS фрезы для обработки пластика PCR series Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS монолитный инструмент из композитных материалов
Каталог SGS монолитный инструмент из композитных материалов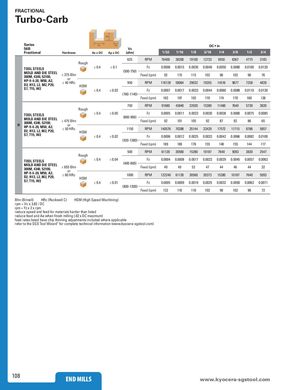
FRACTIONAL Turbo-Carb Ap Series Ae Ae DC • in 56B Vc Fractional Hardness Ae x DC Ap x DC (sfm) 1/32 1/16 1/8 3/16 1/4 3/8 1/2 3/4 625 RPM 76400 38200 19100 12733 9550 6367 4775 3183 Rough TOOL STEELS ≤ 0.4MOLD AND DIE STEEL300M, 4340, 52100,HP-9-4-20, M50, A2,D2, H13, L2, M2, P20,S7, T15, W2≤ 375 Bhnor≤ 40 HRcHSM≤ 0.4≤ 0.1Fz0.00060.00150.00300.00400.00500.00800.01000.0120(500-750)Feed (ipm)92115115102961029676950RPM11612858064290321935514516967772584839≤ 0.03Fz0.00070.00170.00330.00440.00600.00880.01100.0130 (760-1140) Feed (ipm) 163 197 192 170 174 170 160 126 750 RPM 91680 45840 22920 15280 11460 7640 5730 3820 Rough TOOL STEELS ≤ 0.4HMOLD AND DIE STEEL300M, 4340, 52100,HP-9-4-20, M50, A2,D2, H13, L2, M2, P20,S7, T15, W2≤ 475 Bhnor≤ 50 HRcHSM≤ 0.4≤ 0.05Fz0.00050.00110.00230.00300.00380.00600.00750.0085(600-900)Feed (ipm)9210110592879286651150RPM140576702883514423429175721171587865857≤ 0.02Fz0.00060.00120.00250.00330.00420.00660.00820.0100 (920-1380) Feed (ipm) 169 169 176 155 148 155 144 117 500 RPM 61120 30560 15280 10187 7640 5093 3820 2547 Rough TOOL STEELS ≤ 0.4MOLD AND DIE STEEL300M, 4340, 52100,HP-9-4-20, M50, A2,D2, H13, L2, M2, P20,≤ 655 Bhnor≤ 60 HRcHSM≤ 0.04Fz0.00040.00080.00170.00230.00290.00450.00570.0063(400-600)Feed (ipm)49495247444644321000RPM122240611203056020373152801018776405093 S7, T15, W2 ≤ 0.4 ≤ 0.01 Fz 0.0005 0.0009 0.0019 0.0025 0.0032 0.0050 0.0063 0.0071 (800-1200) Feed (ipm) 122 110 116 102 98 102 96 72 Bhn (Brinell) HRc (Rockwell C) HSM (High Speed Machining) rpm = Vc x 3.82 / DC ipm = Fz x 2 x rpm reduce speed and feed for materials harder than listed reduce feed and Ae when finish milling (.02 x DC maximum) feed rates listed have chip thinning adjustments included where applicable refer to the SGS Tool Wizard® for complete technical information (www.kyocera-sgstool.com) 108 END MILLS wwwE.kNyDoMceILraLS-sgstool.com