Общий каталог SGS 2018 - страница 95
Навигация
 Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS инструмент для обработки алюминия
Каталог SGS инструмент для обработки алюминия Общий каталог SGS 2015 на русском
Общий каталог SGS 2015 на русском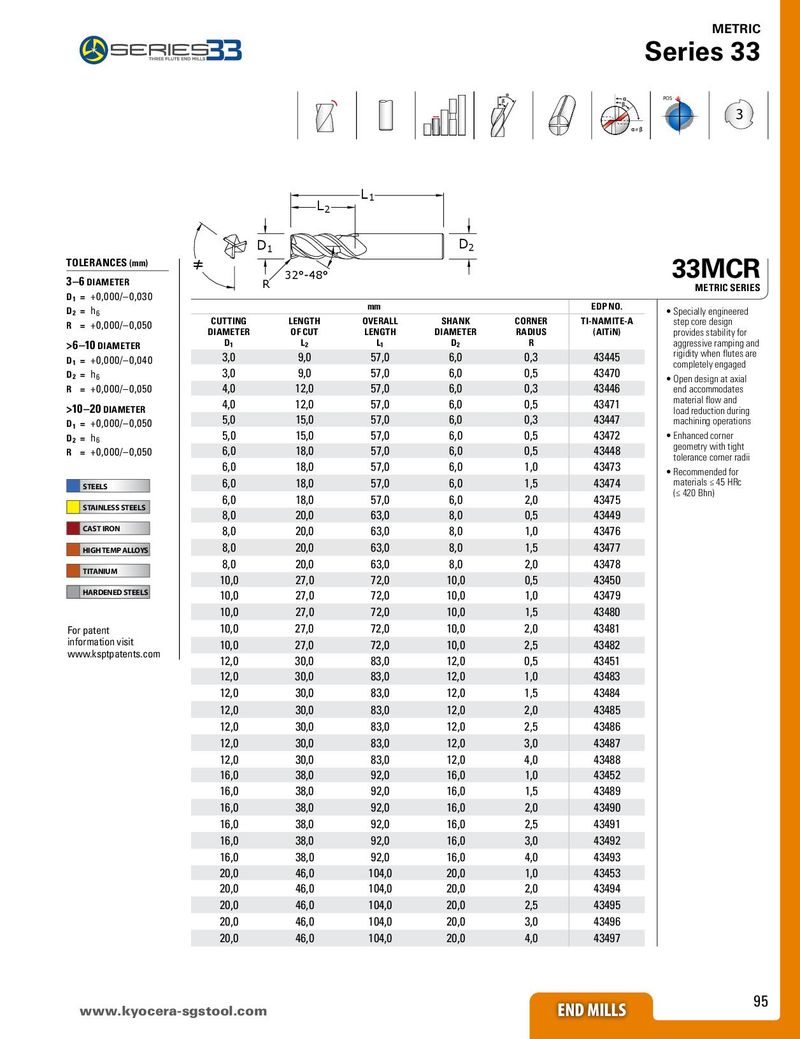
METRIC Series 33 POS 3 ≠ L2 L1 D1 D2 TOLERANCES (mm) ≠ 33MCR 3–6 DIAMETER R 32°-48° D1 = +0,000/–0,030 METRIC SERIES D2 = h6 mm EDP NO. • Specially engineered R = +0,000/–0,050 CUTTING LENGTH OVERALL SHANK CORNER TI-NAMITE-A step core design DIAMETER OF CUT LENGTH DIAMETER RADIUS (AlTiN) provides stability for >6–10 DIAMETER D1 L2 L1 D2 R aggressive ramping and D1 = +0,000/–0,040 3,0 9,0 57,0 6,0 0,3 43445 rigidity when flutes are 3,0 9,0 57,0 6,0 0,5 43470 completely engaged D2 = h6 • Open design at axial R = +0,000/–0,050 4,0 12,0 57,0 6,0 0,3 43446 end accommodates >10–20 DIAMETER 4,0 12,0 57,0 6,0 0,5 43471 material flow and 5,0 15,0 57,0 6,0 0,3 43447 load reduction during D1 = +0,000/–0,050 machining operations D2 = h6 5,0 15,0 57,0 6,0 0,5 43472 • Enhanced corner R = +0,000/–0,050 6,0 18,0 57,0 6,0 0,5 43448 geometry with tight 6,0 18,0 57,0 6,0 1,0 43473 tolerance corner radii • Recommended for STEELS 6,0 18,0 57,0 6,0 1,5 43474 materials ≤ 45 HRc 6,0 18,0 57,0 6,0 2,0 43475 (≤ 420 Bhn) STAINLESS STEELS 8,0 20,0 63,0 8,0 0,5 43449 CAST IRON 8,0 20,0 63,0 8,0 1,0 43476 HIGH TEMP ALLOYS 8,0 20,0 63,0 8,0 1,5 43477 TITANIUM 8,0 20,0 63,0 8,0 2,0 43478 10,0 27,0 72,0 10,0 0,5 43450 HARDENED STEELS 10,0 27,0 72,0 10,0 1,0 43479 10,0 27,0 72,0 10,0 1,5 43480 For patent 10,0 27,0 72,0 10,0 2,0 43481 information visit 10,0 27,0 72,0 10,0 2,5 43482 www.ksptpatents.com 12,0 30,0 83,0 12,0 0,5 43451 12,0 30,0 83,0 12,0 1,0 43483 12,0 30,0 83,0 12,0 1,5 43484 12,0 30,0 83,0 12,0 2,0 43485 12,0 30,0 83,0 12,0 2,5 43486 12,0 30,0 83,0 12,0 3,0 43487 12,0 30,0 83,0 12,0 4,0 43488 16,0 38,0 92,0 16,0 1,0 43452 16,0 38,0 92,0 16,0 1,5 43489 16,0 38,0 92,0 16,0 2,0 43490 16,0 38,0 92,0 16,0 2,5 43491 16,0 38,0 92,0 16,0 3,0 43492 16,0 38,0 92,0 16,0 4,0 43493 20,0 46,0 104,0 20,0 1,0 43453 20,0 46,0 104,0 20,0 2,0 43494 20,0 46,0 104,0 20,0 2,5 43495 20,0 46,0 104,0 20,0 3,0 43496 20,0 46,0 104,0 20,0 4,0 43497 www.kyocerEaN-DsgMstILoLoSl.com END MILLS 95