Общий каталог SGS 2018 - страница 56
Навигация
 Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS инструмент для обработки алюминия
Каталог SGS инструмент для обработки алюминия Общий каталог SGS 2015 на русском
Общий каталог SGS 2015 на русском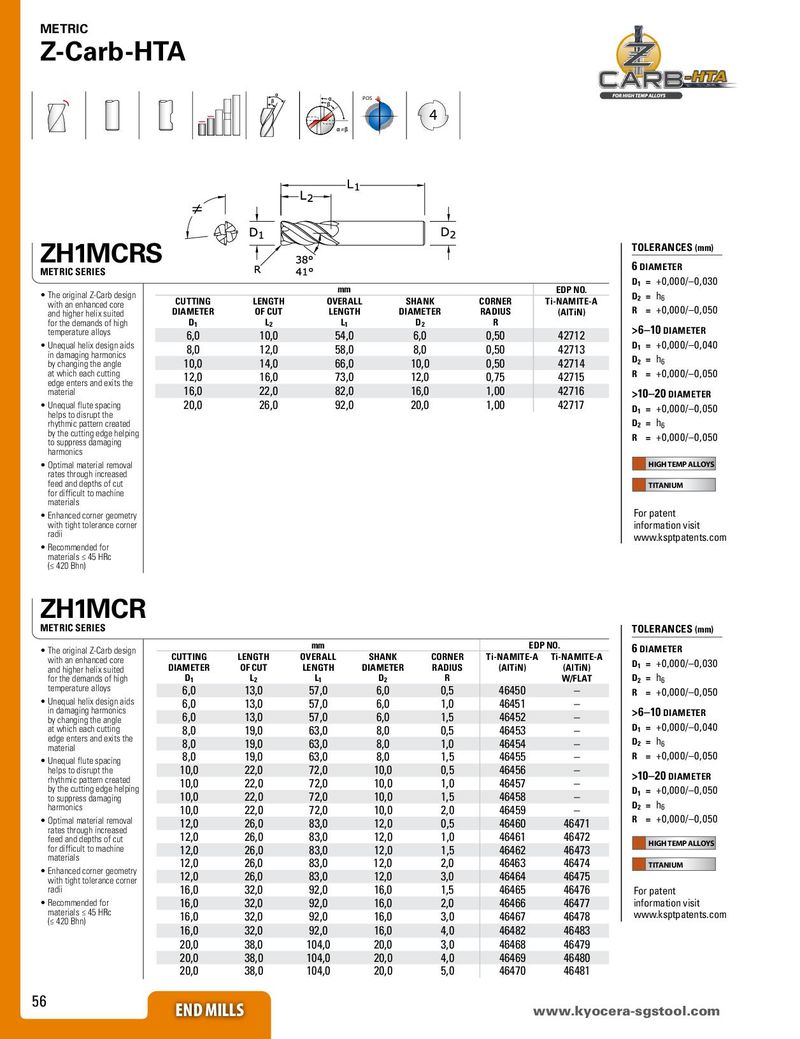
METRIC Z-Carb-HTA POS 4 ≠ ZH1MCRS TOLERANCES (mm) METRIC SERIES 6 DIAMETER mm EDP NO. D1 = +0,000/–0,030 • The original Z-Carb design CUTTING LENGTH OVERALL SHANK CORNER Ti-NAMITE-A D2 = h6 with an enhanced core DIAMETER OF CUT LENGTH DIAMETER RADIUS (AlTiN) R = +0,000/–0,050 and higher helix suited for the demands of high D1 L2 L1 D2 R >6–10 DIAMETER temperature alloys 6,0 10,0 54,0 6,0 0,50 42712 • Unequal helix design aids 8,0 12,0 58,0 8,0 0,50 42713 D1 = +0,000/–0,040 in damaging harmonics 10,0 14,0 66,0 10,0 0,50 42714 D2 = h6 by changing the angle at which each cutting 12,0 16,0 73,0 12,0 0,75 42715 R = +0,000/–0,050 edge enters and exits the 16,0 22,0 82,0 16,0 1,00 42716 material >10–20 DIAMETER • Unequal flute spacing 20,0 26,0 92,0 20,0 1,00 42717 D1 = +0,000/–0,050 helps to disrupt the h6 rhythmic pattern created D2 = by the cutting edge helping R = +0,000/–0,050 to suppress damaging harmonics • Optimal material removal HIGH TEMP ALLOYS rates through increased feed and depths of cut TITANIUM for difficult to machine materials • Enhanced corner geometry For patent with tight tolerance corner information visit radii www.ksptpatents.com • Recommended for materials ≤ 45 HRc (≤ 420 Bhn) ZH1MCR METRIC SERIES TOLERANCES (mm) • The original Z-Carb design mm EDP NO. 6 DIAMETER with an enhanced core CUTTING LENGTH OVERALL SHANK CORNER Ti-NAMITE-A Ti-NAMITE-A D1 = +0,000/–0,030 and higher helix suited DIAMETER OF CUT LENGTH DIAMETER RADIUS (AlTiN) (AlTiN) for the demands of high D1 L2 L1 D2 R W/FLAT D2 = h6 temperature alloys 6,0 13,0 57,0 6,0 0,5 46450 – R = +0,000/–0,050 • Unequal helix design aids 6,0 13,0 57,0 6,0 1,0 46451 – in damaging harmonics 6,0 13,0 57,0 6,0 1,5 46452 – >6–10 DIAMETER by changing the angle D1 = +0,000/–0,040 at which each cutting 8,0 19,0 63,0 8,0 0,5 46453 – edge enters and exits the 8,0 19,0 63,0 8,0 1,0 46454 – D2 = h6 material 8,0 19,0 63,0 8,0 1,5 46455 – R = +0,000/–0,050 • Unequal flute spacing 10,0 22,0 72,0 10,0 0,5 46456 – helps to disrupt the >10–20 DIAMETER rhythmic pattern created 10,0 22,0 72,0 10,0 1,0 46457 – by the cutting edge helping 10,0 22,0 72,0 10,0 1,5 46458 – D1 = +0,000/–0,050 to suppress damaging D2 = h6 harmonics 10,0 22,0 72,0 10,0 2,0 46459 – • Optimal material removal 12,0 26,0 83,0 12,0 0,5 46460 46471 R = +0,000/–0,050 rates through increased 12,0 26,0 83,0 12,0 1,0 46461 46472 feed and depths of cut HIGH TEMP ALLOYS for difficult to machine 12,0 26,0 83,0 12,0 1,5 46462 46473 materials 12,0 26,0 83,0 12,0 2,0 46463 46474 TITANIUM • Enhanced corner geometry 12,0 26,0 83,0 12,0 3,0 46464 46475 with tight tolerance corner 16,0 32,0 92,0 16,0 1,5 46465 46476 radii For patent • Recommended for 16,0 32,0 92,0 16,0 2,0 46466 46477 information visit materials ≤ 45 HRc 16,0 32,0 92,0 16,0 3,0 46467 46478 www.ksptpatents.com (≤ 420 Bhn) 16,0 32,0 92,0 16,0 4,0 46482 46483 20,0 38,0 104,0 20,0 3,0 46468 46479 20,0 38,0 104,0 20,0 4,0 46469 46480 20,0 38,0 104,0 20,0 5,0 46470 46481 56 END MILLS wwwE.kNyDoMceILraLS-sgstool.com