Общий каталог SGS 2018 - страница 33
Навигация
 Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS инструмент для обработки алюминия
Каталог SGS инструмент для обработки алюминия Общий каталог SGS 2015 на русском
Общий каталог SGS 2015 на русском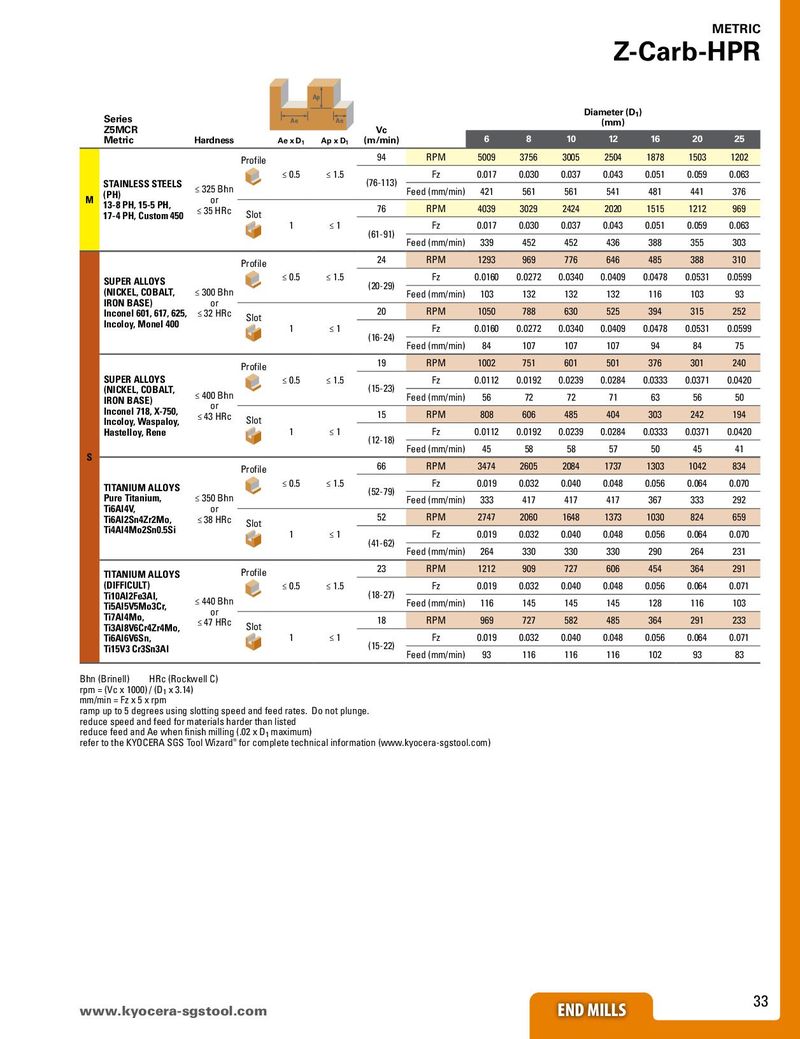
METRIC Z-Carb-HPR Ap Series Diameter (D1) Ae Ae (mm) Z5MCR Vc Metric Hardness Ae x D1 Ap x D1 (m/min) 6 8 10 12 16 20 25 Profile 94 RPM 5009 3756 3005 2504 1878 1503 1202 ≤ 0.5 ≤ 1.5 (76-113) Fz 0.017 0.030 0.037 0.043 0.051 0.059 0.063 STAINLESS STEELS ≤ 325 Bhn Feed (mm/min) 421 561 561 541 481 441 376 M (PH) or 13-8 PH, 15-5 PH, ≤ 35 HRc 76 RPM 4039 3029 2424 2020 1515 1212 969 17-4 PH, Custom 450 Slot 1 ≤1 (61-91) Fz 0.017 0.030 0.037 0.043 0.051 0.059 0.063 Feed (mm/min) 339 452 452 436 388 355 303 Profile 24 RPM 1293 969 776 646 485 388 310 SUPER ALLOYS ≤ 0.5 ≤ 1.5 (20-29) Fz 0.0160 0.0272 0.0340 0.0409 0.0478 0.0531 0.0599 (NICKEL, COBALT, ≤ 300 Bhn Feed (mm/min) 103 132 132 132 116 103 93 IRON BASE) or 20 RPM 1050 788 630 525 394 315 252 Inconel 601, 617, 625, ≤ 32 HRc Slot Incoloy, Monel 400 1 ≤1 Fz 0.0160 0.0272 0.0340 0.0409 0.0478 0.0531 0.0599 (16-24) Feed (mm/min) 84 107 107 107 94 84 75 Profile 19 RPM 1002 751 601 501 376 301 240 SUPER ALLOYS ≤ 0.5 ≤ 1.5 Fz 0.0112 0.0192 0.0239 0.0284 0.0333 0.0371 0.0420 (NICKEL, COBALT, ≤ 400 Bhn (15-23) Feed (mm/min) 56 72 72 71 63 56 50 IRON BASE) or Inconel 718, X-750, ≤ 43 HRc 15 RPM 808 606 485 404 303 242 194 Incoloy, Waspaloy, Slot Hastelloy, Rene 1 ≤1 (12-18) Fz 0.0112 0.0192 0.0239 0.0284 0.0333 0.0371 0.0420 S Feed (mm/min) 45 58 58 57 50 45 41 Profile 66 RPM 3474 2605 2084 1737 1303 1042 834 TITANIUM ALLOYS ≤ 0.5 ≤ 1.5 (52-79) Fz 0.019 0.032 0.040 0.048 0.056 0.064 0.070 Pure Titanium, ≤ 350 Bhn Feed (mm/min) 333 417 417 417 367 333 292 Ti6Al4V, or 52 RPM 2747 2060 1648 1373 1030 824 659 Ti6Al2Sn4Zr2Mo, ≤ 38 HRc Slot Ti4Al4Mo2Sn0.5Si 1 ≤1 Fz 0.019 0.032 0.040 0.048 0.056 0.064 0.070 (41-62) Feed (mm/min) 264 330 330 330 290 264 231 TITANIUM ALLOYS Profile 23 RPM 1212 909 727 606 454 364 291 (DIFFICULT) ≤ 0.5 ≤ 1.5 Fz 0.019 0.032 0.040 0.048 0.056 0.064 0.071 Ti10Al2Fe3Al, ≤ 440 Bhn (18-27) Feed (mm/min) 116 145 145 145 128 116 103 Ti5Al5V5Mo3Cr, or Ti7Al4Mo, ≤ 47 HRc 18 RPM 969 727 582 485 364 291 233 Ti3Al8V6Cr4Zr4Mo, Slot Ti6Al6V6Sn, 1 ≤1 (15-22) Fz 0.019 0.032 0.040 0.048 0.056 0.064 0.071 Ti15V3 Cr3Sn3Al Feed (mm/min) 93 116 116 116 102 93 83 Bhn (Brinell) HRc (Rockwell C) rpm = (Vc x 1000) / (D1 x 3.14) mm/min = Fz x 5 x rpm ramp up to 5 degrees using slotting speed and feed rates. Do not plunge. reduce speed and feed for materials harder than listed reduce feed and Ae when finish milling (.02 x D1 maximum) refer to the KYOCERA SGS Tool Wizard® for complete technical information (www.kyocera-sgstool.com) www.kyocerEaN-DsgMstILoLoSl.com END MILLS 33