Общий каталог SGS 2015 на русском - страница 60
Навигация
 Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Общий каталог SGS 2018
Общий каталог SGS 2018 Каталог SGS инструмент для сверления
Каталог SGS инструмент для сверления Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb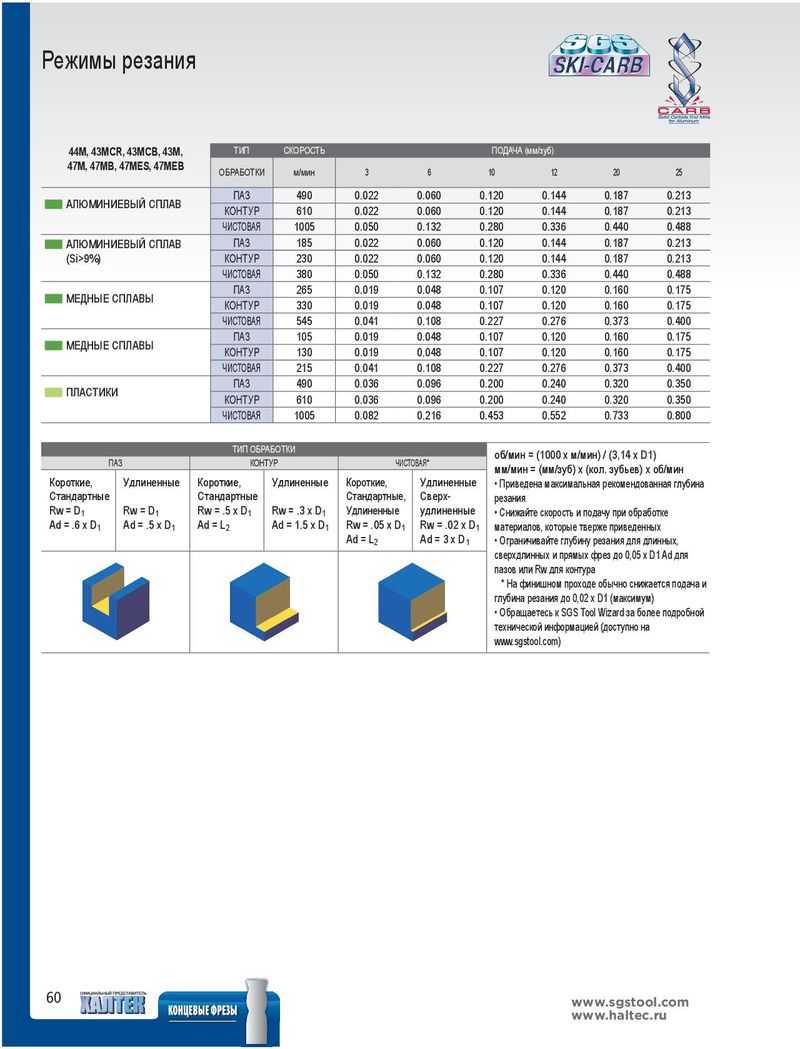
Режимы резания 44M, 43MCR, 43MCB, 43M, ТИП СКОРОСТЬ ПОДАЧА (мм/зуб) 47M, 47MB, 47MES, 47MEB ОБРАБОТКИ м/мин 3 6 10 12 20 25 ■■ АЛЮМИНИЕВЫЙ СПЛАВ ПАЗ 490 0.022 0.060 0.120 0.144 0.187 0.213 КОНТУР 610 0.022 0.060 0.120 0.144 0.187 0.213 ЧИСТОВАЯ 1005 0.050 0.132 0.280 0.336 0.440 0.488 ■■ АЛЮМИНИЕВЫЙ СПЛАВ ПАЗ 185 0.022 0.060 0.120 0.144 0.187 0.213 (Si>9%) КОНТУР 230 0.022 0.060 0.120 0.144 0.187 0.213 ЧИСТОВАЯ 380 0.050 0.132 0.280 0.336 0.440 0.488 ■■ МЕДНЫЕ СПЛАВЫ ПАЗ 265 0.019 0.048 0.107 0.120 0.160 0.175 КОНТУР 330 0.019 0.048 0.107 0.120 0.160 0.175 ЧИСТОВАЯ 545 0.041 0.108 0.227 0.276 0.373 0.400 ■■ МЕДНЫЕ СПЛАВЫ ПАЗ 105 0.019 0.048 0.107 0.120 0.160 0.175 КОНТУР 130 0.019 0.048 0.107 0.120 0.160 0.175 ЧИСТОВАЯ 215 0.041 0.108 0.227 0.276 0.373 0.400 ■■ ПЛАСТИКИ ПАЗ 490 0.036 0.096 0.200 0.240 0.320 0.350 КОНТУР 610 0.036 0.096 0.200 0.240 0.320 0.350 ЧИСТОВАЯ 1005 0.082 0.216 0.453 0.552 0.733 0.800 ТИП ОБРАБОТКИ об/мин = (1000 x м/мин) / (3,14 x D1) ПАЗ КОНТУР ЧИСТОВАЯ* мм/мин = (мм/зуб) x (кол. зубьев) x об/мин Короткие, Удлиненные Короткие, Удлиненные Короткие, Удлиненные • Приведена максимальная рекомендованная глубина Стандартные Стандартные Стандартные, Сверх- резания Rw = D1 Rw = D1 Rw = .5 x D1 Rw = .3 x D1 Удлиненные удлиненные • Снижайте скорость и подачу при обработке Ad = .6 x D1 Ad = .5 x D1 Ad = L2 Ad = 1.5 x D1 Rw = .05 x D1 Rw = .02 x D1 материалов, которые тверже приведенных Ad = L2 Ad = 3 x D1 • Ограничивайте глубину резания для длинных, сверхдлинных и прямых фрез до 0,05 x D1 Ad для пазов или Rw для контура * На финишном проходе обычно снижается подача и глубина резания до 0,02 x D1 (максимум) • Обращаетесь к SGS Tool Wizard за более подробной технической информацией (доступно на www.sgstool.com) 60 www.sgstool.com www.haltec.ru