Общий каталог SGS 2015 на русском - страница 103
Навигация
 Каталог SGS высокопроизводительные черновые фрезы
Каталог SGS высокопроизводительные черновые фрезы Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Общий каталог SGS 2018
Общий каталог SGS 2018 Каталог SGS инструмент для сверления
Каталог SGS инструмент для сверления Каталог SGS шестизубые фрезы T-carb
Каталог SGS шестизубые фрезы T-carb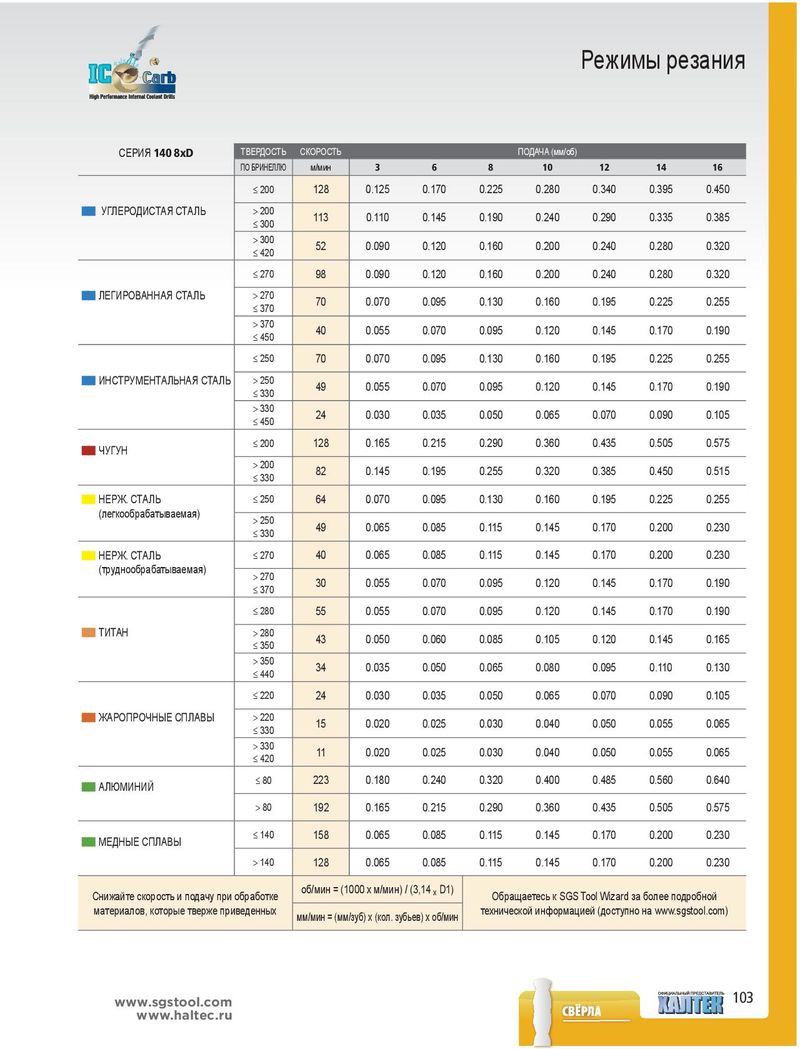
Режимы резания СЕРИЯ 140 8xD ТВЕРДОСТЬ СКОРОСТЬ ПОДАЧА (мм/об) ПО БРИНЕЛЛЮ м/мин 3 6 8 10 12 14 16 ≤ 200 128 0.125 0.170 0.225 0.280 0.340 0.395 0.450 ■■ УГЛЕРОДИСТАЯ СТАЛЬ > 200 113 0.110 0.145 0.190 0.240 0.290 0.335 0.385 ≤ 300 > 300 52 0.090 0.120 0.160 0.200 0.240 0.280 0.320 ≤ 420 ≤ 270 98 0.090 0.120 0.160 0.200 0.240 0.280 0.320 ■■ ЛЕГИРОВАННАЯ СТАЛЬ > 270 70 0.070 0.095 0.130 0.160 0.195 0.225 0.255 ≤ 370 > 370 40 0.055 0.070 0.095 0.120 0.145 0.170 0.190 ≤ 450 ≤ 250 70 0.070 0.095 0.130 0.160 0.195 0.225 0.255 ■■ ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ > 250 49 0.055 0.070 0.095 0.120 0.145 0.170 0.190 ≤ 330 > 330 24 0.030 0.035 0.050 0.065 0.070 0.090 0.105 ≤ 450 ■■ ЧУГУН ≤ 200 128 0.165 0.215 0.290 0.360 0.435 0.505 0.575 > 200 82 0.145 0.195 0.255 0.320 0.385 0.450 0.515 ≤ 330 ■■ НЕРЖ. СТАЛЬ ≤ 250 64 0.070 0.095 0.130 0.160 0.195 0.225 0.255 (легкообрабатываемая) > 250 ≤ 330 49 0.065 0.085 0.115 0.145 0.170 0.200 0.230 ■■ НЕРЖ. СТАЛЬ ≤ 270 40 0.065 0.085 0.115 0.145 0.170 0.200 0.230 (труднообрабатываемая) > 270 ≤ 370 30 0.055 0.070 0.095 0.120 0.145 0.170 0.190 ≤ 280 55 0.055 0.070 0.095 0.120 0.145 0.170 0.190 ■■ ТИТАН > 280 43 0.050 0.060 0.085 0.105 0.120 0.145 0.165 ≤ 350 > 350 34 0.035 0.050 0.065 0.080 0.095 0.110 0.130 ≤ 440 ≤ 220 24 0.030 0.035 0.050 0.065 0.070 0.090 0.105 ■■ ЖАРОПРОЧНЫЕ СПЛАВЫ > 220 15 0.020 0.025 0.030 0.040 0.050 0.055 0.065 ≤ 330 > 330 11 0.020 0.025 0.030 0.040 0.050 0.055 0.065 ≤ 420 ■■ АЛЮМИНИЙ ≤ 80 223 0.180 0.240 0.320 0.400 0.485 0.560 0.640 > 80 192 0.165 0.215 0.290 0.360 0.435 0.505 0.575 ■■ МЕДНЫЕ СПЛАВЫ ≤ 140 158 0.065 0.085 0.115 0.145 0.170 0.200 0.230 > 140 128 0.065 0.085 0.115 0.145 0.170 0.200 0.230 Снижайте скорость и подачу при обработке об/мин = (1000 x м/мин) / (3,14 x D1) Обращаетесь к SGS Tool Wizard за более подробной материалов, которые тверже приведенных мм/мин = (мм/зуб) x (кол. зубьев) x об/мин технической информацией (доступно на www.sgstool.com) www.sgstool.com 103 www.haltec.ru