Каталог SGS высокопроизводительные черновые фрезы - страница 13
Навигация
 Каталог SGS фрезы с переменным углом спирали Z-carb
Каталог SGS фрезы с переменным углом спирали Z-carb Каталог SGS микроинструмент
Каталог SGS микроинструмент Каталог SGS инструмент для обработки алюминия
Каталог SGS инструмент для обработки алюминия Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Общий каталог SGS 2018
Общий каталог SGS 2018 Каталог SGS фрезы для труднообрабатываемых материалов Series 33
Каталог SGS фрезы для труднообрабатываемых материалов Series 33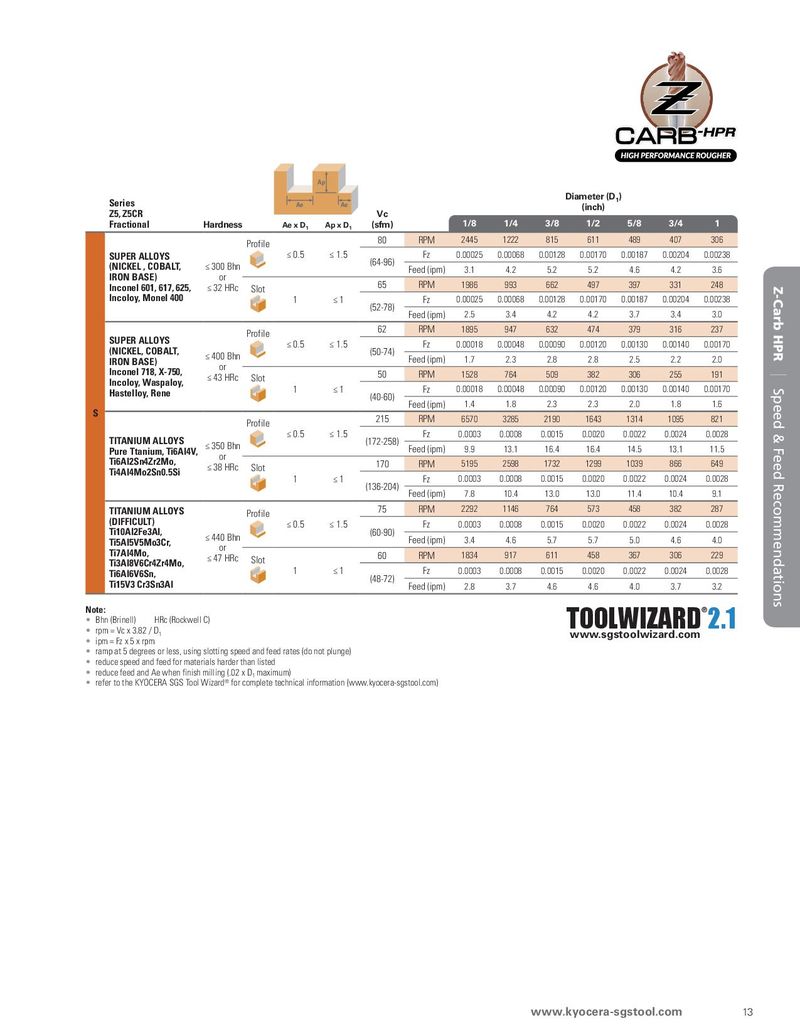
Ap Series Ae Ae Diameter (D1) Z5, Z5CR Vc (inch) Fractional Hardness Ae x D1 Ap x D1 (sfm) 1/8 1/4 3/8 1/2 5/8 3/4 1 Profile 80 RPM 2445 1222 815 611 489 407 306 SUPER ALLOYS ≤ 0.5 ≤ 1.5 (64-96) Fz 0.00025 0.00068 0.00128 0.00170 0.00187 0.00204 0.00238 (NICKEL , COBALT, ≤ 300 Bhn Feed (ipm) 3.1 4.2 5.2 5.2 4.6 4.2 3.6 IRON BASE) or 65 RPM 1986 993 662 497 397 331 248 Inconel 601, 617, 625, ≤ 32 HRc Slot Z-Carb HPR Incoloy, Monel 400 1 ≤1 (52-78) Fz 0.00025 0.00068 0.00128 0.00170 0.00187 0.00204 0.00238 Feed (ipm) 2.5 3.4 4.2 4.2 3.7 3.4 3.0 Profile 62 RPM 1895 947 632 474 379 316 237 SUPER ALLOYS ≤ 0.5 ≤ 1.5 Fz 0.00018 0.00048 0.00090 0.00120 0.00130 0.00140 0.00170 (NICKEL, COBALT, ≤ 400 Bhn (50-74) Feed (ipm) 1.7 2.3 2.8 2.8 2.5 2.2 2.0 IRON BASE) or Inconel 718, X-750, ≤ 43 HRc Slot 50 RPM 1528 764 509 382 306 255 191 | Incoloy, Waspaloy, 1 ≤1 Fz 0.00018 0.00048 0.00090 0.00120 0.00130 0.00140 0.00170 Hastelloy, Rene (40-60) Speed & Feed Recommendations Feed (ipm) 1.4 1.8 2.3 2.3 2.0 1.8 1.6 S 215 RPM 6570 3285 2190 1643 1314 1095 821 Profile TITANIUM ALLOYS ≤ 0.5 ≤ 1.5 (172-258) Fz 0.0003 0.0008 0.0015 0.0020 0.0022 0.0024 0.0028 Pure Ttanium, Ti6Al4V, ≤ 350 Bhn Feed (ipm) 9.9 13.1 16.4 16.4 14.5 13.1 11.5 Ti6Al2Sn4Zr2Mo, or 170 RPM 5195 2598 1732 1299 1039 866 649 Ti4Al4Mo2Sn0.5Si ≤ 38 HRc Slot 1 ≤1 (136-204) Fz 0.0003 0.0008 0.0015 0.0020 0.0022 0.0024 0.0028 Feed (ipm) 7.8 10.4 13.0 13.0 11.4 10.4 9.1 TITANIUM ALLOYS Profile 75 RPM 2292 1146 764 573 458 382 287 (DIFFICULT) ≤ 0.5 ≤ 1.5 Fz 0.0003 0.0008 0.0015 0.0020 0.0022 0.0024 0.0028 Ti10Al2Fe3Al, ≤ 440 Bhn (60-90) Feed (ipm) 3.4 4.6 5.7 5.7 5.0 4.6 4.0 Ti5Al5V5Mo3Cr, or Ti7Al4Mo, ≤ 47 HRc Slot 60 RPM 1834 917 611 458 367 306 229 Ti3Al8V6Cr4Zr4Mo, 1 ≤1 Fz 0.0003 0.0008 0.0015 0.0020 0.0022 0.0024 0.0028 Ti6Al6V6Sn, (48-72) Ti15V3 Cr3Sn3Al Feed (ipm) 2.8 3.7 4.6 4.6 4.0 3.7 3.2 Note: TOOLWIZARD®2.1 • Bhn (Brinell) HRc (Rockwell C) • rpm = Vc x 3.82 / D1 www.sgstoolwizard.com • ipm = Fz x 5 x rpm • ramp at 5 degrees or less, using slotting speed and feed rates (do not plunge) • reduce speed and feed for materials harder than listed • reduce feed and Ae when finish milling (.02 x D1 maximum) • refer to the KYOCERA SGS Tool Wizard® for complete technical information (www.kyocera-sgstool.com) www.kyocera-sgstool.com 13