Каталог SGS микро инструмент 2021 - страница 105
Навигация
 Каталог SGS фрезы для алюминия S-carb
Каталог SGS фрезы для алюминия S-carb Каталог SGS монолитный инструмент из композитных материалов
Каталог SGS монолитный инструмент из композитных материалов Каталог SGS инструмент для обработки алюминия
Каталог SGS инструмент для обработки алюминия Общий каталог SGS 2018
Общий каталог SGS 2018 Общий каталог SGS 2021
Общий каталог SGS 2021 Каталог SGS фрезы для труднообрабатываемых материалов Series 33
Каталог SGS фрезы для труднообрабатываемых материалов Series 33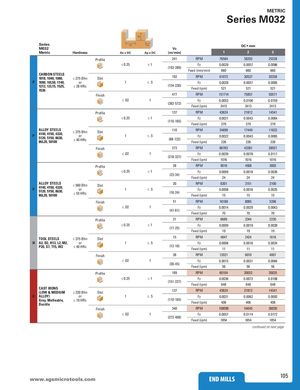
METRIC Series M032 Ap Series Ae Ae DC • mm M032 Vc Metric Hardness Ae x DC Ap x DC (m/min) 1 2 3 Profile 241 RPM 76584 38292 25528 ≤ 0.25 ≤1 Fz 0.0029 0.0057 0.0086 (193-289) Feed (mm/min) 660 660 660 CARBON STEELS1018, 1040, 1080,≤ 275 BhnSlot 192 RPM 61073 30537 20358 P 1090, 10L50, 1140, or 1 ≤ .5 Fz 0.0028 0.0057 0.0085 1212, 12L15, 1525, ≤ 28 HRc1536 (154-230) Feed (ipm) 521 521 521 Finish 477 RPM 151714 75857 50571 ≤ .02 1 Fz 0.0053 0.0106 0.0159 (382-572) Feed (ipm) 2413 2413 2413 Profile 137 RPM 43624 21812 14541 ≤ 0.25 ≤1 Fz 0.0021 0.0043 0.0064 (110-165) Feed (ipm) 279 279 279 ALLOY STEELSP4140, 4150, 4320,5120, 5150, 8630,86L20, 50100≤ 375 Bhnor≤ 40 HRcSlot1 110 RPM 34899 17449 11633≤ .5Fz0.00220.00430.0065(88-132)Feed (ipm)226226226 Finish 273 RPM 86763 43381 28921 ≤ .02 1 Fz 0.0039 0.0078 0.0117 (218-327) Feed (ipm) 1016 1016 1016 Profile 28 RPM 9016 4508 3005 ≤ 0.25 ≤1 Fz 0.0009 0.0018 0.0026 (23-34) Feed (ipm) 24 24 24 ALLOY STEELSP4140, 4150, 4320,5120, 5150, 8630,86L20, 50100≤ 560 Bhnor≤ 55 HRcSlot1 20 RPM 6301 3151 2100≤ .5Fz0.00080.00160.0025(16-24)Feed (ipm)151515 Finish 51 RPM 16189 8095 5396 ≤ .02 1 Fz 0.0014 0.0029 0.0043 (41-61) Feed (ipm) 70 70 70 Profile 21 RPM 6689 3344 2230 ≤ 0.25 ≤1 Fz 0.0009 0.0019 0.0028 (17-25) Feed (ipm) 19 19 19 TOOL STEELS ≤ 375 Bhn Slot 15 RPM 4847 2424 1616 H A2, D2, H13, L2, M2, or 1 ≤ .5 Fz 0.0008 0.0016 0.0024 P20, S7, T15, W2 ≤ 40 HRc (12-18) Feed (ipm) 11 11 11 Finish 38 RPM 12021 6010 4007 ≤ .02 1 Fz 0.0015 0.0031 0.0046 (30-45) Feed (ipm) 56 56 56 Profile 189 RPM 60104 30052 20035 ≤ 0.25 ≤1 Fz 0.0036 0.0072 0.0108 (151-227) Feed (ipm) 648 648 648 CAST IRONS(LOW & MEDIUM≤ 220 Bhn Slot 137 RPM 43624 21812 14541 K ALLOY) or 1 ≤ .5 Fz 0.0031 0.0062 0.0093 Gray, Malleable, ≤ 19 HRcDuctile (110-165) Feed (ipm) 406 406 406 Finish 340 RPM 108090 54045 36030 ≤ .02 1 Fz 0.0057 0.0114 0.0172 (272-408) Feed (ipm) 1854 1854 1854 continued on next page www.sgsmicErNoDtoMoIlLsL.cSom END MILLS 105