Каталог Seco токарная обработка - страница 94
Навигация
 Каталог Seco оснастка и вспомогательный инструмент
Каталог Seco оснастка и вспомогательный инструмент Каталог Seco обработка отверстий
Каталог Seco обработка отверстий Каталог Seco новинки 2020
Каталог Seco новинки 2020 Каталог Seco цельные концевые фрезы
Каталог Seco цельные концевые фрезы Каталог Seco фрезерование
Каталог Seco фрезерование- Содержание
- Алфавитно-цифровой указатель
- Точение ISO
- Обозначения
- обозначения по ISO
- Информация
- Диапазон продукции
- Обзор применений
- Державки
- Адаптеры
- Пластины
- MDT
- Общая информация
- Обзор применений
- Обозначения
- Диапазон продукции
- Державки
- Пластины
- Mini-Shaft™
- Обработка канавок
- Отрезка 150.10
- X4
- Зажимные узлы
- Комплектующие и дополнительные части
- Классификация обрабатываемых материалов, SMG
- Декларация о соответствии
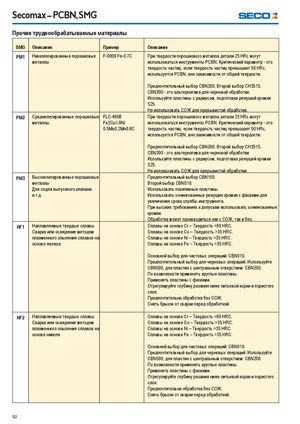
Secomax – PCBN, SMG Прочие труднообрабатываемые материалы SMG Описание Пример Описание PM1 Низколегированные порошковые F-0008 Fe-0.7C При твердости порошкового металла детали 25 HRc могут металлы использоваться инструменты PCBN. Критический параметр - это твердость частиц, если твердость частиц превышает 50 HRc, используется PCBN, вне зависимости от общей твердости. Предпочтительный выбор CBN200. Второй выбор CH3515. CBN300 - это альтернатива для черновой обработки. Используйте пластины с радиусом, подготовка режущей кромки S25. Не использовать СОЖ для прерывистой обработки. PM2 Среднелегированные порошковые FLC-4608 При твердости порошкового металла детали 25 HRc могут металлы Fe2Cu1.8Ni использоваться инструменты PCBN. Критический параметр - это 0.5Mo0.2Mn0.8C твердость частиц, если твердость частиц превышает 50 HRc, используется PCBN, вне зависимости от общей твердости. Предпочтительный выбор CBN200. Второй выбор CH3515. CBN300 - это альтернатива для черновой обработки. Используйте пластины с радиусом, подготовка режущей кромки S25. Не использовать СОЖ для прерывистой обработки. PM3 Высоколегированные порошковые Предпочтительный выбор CBN150. металлы Второй выбор CBN010. Для седла выпускного клапана Использовать позитивные пластины. и т.д. Использовать хонингованные режущие кромки с фасками для увеличения срока службы инструмента. При высоких требованиях к допускам использовать хонингованные кромки. Обработка может производиться как с СОЖ, так и без. HF1 Наплавляемые твердые сплавы Сплавы на основе Cr – Твердость <60 HRC. Сварка или осаждение методом Сплавы на основе Co – Твердость >35 HRC. плазменного опыления сплавов на Сплавы на основе Ni – Твердость >35 HRC. основе железа Сплавы на основе Fe – Твердость >35 HRC. Основной выбор для чистовых операций: CBN010. Предпочтительный выбор для черновых операций: Используйте CBN500, для пластин с центральным отверстием: CBN200. По возможности применять круглые пластины. Применять пластины с фасками. Отрегулируйте глубину резания ниже литьевой корки и пористого слоя. Предпочтительна обработка без СОЖ. Снять брызги от сварки перед обработкой. HF2 Наплавляемые твердые сплавы Сплавы на основе Cr – Твердость <60 HRC. Сварка или осаждение методом Сплавы на основе Co – Твердость >35 HRC. плазменного опыления сплавов на Сплавы на основе Ni – Твердость >35 HRC. основе никеля Сплавы на основе Fe – Твердость >35 HRC. Основной выбор для чистовых операций: CBN010. Предпочтительный выбор для черновых операций: Используйте CBN500, для пластин с центральным отверстием: CBN200. По возможности применять круглые пластины. Применять пластины с фасками. Отрегулируйте глубину резания ниже литьевой корки и пористого слоя. Предпочтительна обработка без СОЖ. Снять брызги от сварки перед обработкой. 92