Каталог Seco токарная обработка - страница 712
Навигация
 Каталог Seco оснастка и вспомогательный инструмент
Каталог Seco оснастка и вспомогательный инструмент Каталог Seco обработка отверстий
Каталог Seco обработка отверстий Каталог Seco новинки 2020
Каталог Seco новинки 2020 Каталог Seco цельные концевые фрезы
Каталог Seco цельные концевые фрезы Каталог Seco фрезерование
Каталог Seco фрезерование- Содержание
- Алфавитно-цифровой указатель
- Точение ISO
- Обозначения
- обозначения по ISO
- Информация
- Диапазон продукции
- Обзор применений
- Державки
- Адаптеры
- Пластины
- MDT
- Общая информация
- Обзор применений
- Обозначения
- Диапазон продукции
- Державки
- Пластины
- Mini-Shaft™
- Обработка канавок
- Отрезка 150.10
- X4
- Зажимные узлы
- Комплектующие и дополнительные части
- Классификация обрабатываемых материалов, SMG
- Декларация о соответствии
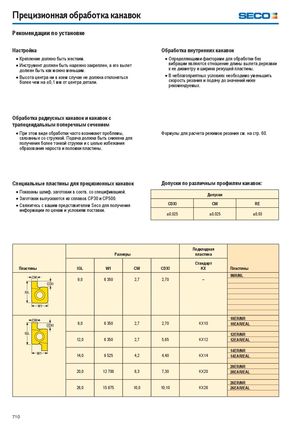
Прецизионная обработка канавок Рекомендации по установке Настройка Обработка внутренних канавок Крепление должно быть жестким. Определяющими факторами для обработки без Инструмент должен быть надежно закреплен, а его вылетдолжен быть как можно меньшим.вибрации являются отношение длины вылета державкик ее диаметру и ширина режущей пластины. Высота центра ни в коем случае не должна отклонятьсяболее чем на ±0,1 мм от центра детали. В неблагоприятных условиях необходимо уменьшитьскорость резания и подачу до значений нижерекомендуемых. Обработка радиусных канавок и канавок с трапецеидальным поперечным сечением При этом виде обработки часто возникают проблемы, Формулы для расчета режимов резания см. на стр. 60. связанные со стружкой. Подача должна быть снижена для получения более тонкой стружки и с целью избежания образования нароста и поломки пластины. Специальные пластины для прецизионных канавок Допуски по различным профилям канавок: Показаны шлиф. заготовки в соотв. со спецификацией. Допуски Заготовки выпускаются из сплавов CP30 и CP500. Свяжитесь с вашим представителем Seco для получения CDXI CW RE информации по ценам и условиям поставки. ±0,025 ±0,025 ±0,03 Подкладная Размеры пластина Стандарт Пластины IGL W1 CW CDXI KX Пластины 9NR/NL 9,0 6 350 2,7 2,70 – 10ER/NR 9,0 6 350 2,7 2,70 KX10 10EAR/EAL 12ER/NR 12,0 6 350 2,7 5,65 KX12 12EAR/EAL 14ER/NR 14,0 9 525 4,2 4,40 KX14 14EAR/EAL 20ER/NR 20,0 12 700 6,3 7,30 KX20 20EAR/EAL 26ER/NR 26,0 15 875 10,0 10,10 KX26 26EAR/EAL 710