Каталог Seco токарная обработка - страница 550
Навигация
 Каталог Seco оснастка и вспомогательный инструмент
Каталог Seco оснастка и вспомогательный инструмент Каталог Seco обработка отверстий
Каталог Seco обработка отверстий Каталог Seco новинки 2020
Каталог Seco новинки 2020 Каталог Seco цельные концевые фрезы
Каталог Seco цельные концевые фрезы Каталог Seco фрезерование
Каталог Seco фрезерование- Содержание
- Алфавитно-цифровой указатель
- Точение ISO
- Обозначения
- обозначения по ISO
- Информация
- Диапазон продукции
- Обзор применений
- Державки
- Адаптеры
- Пластины
- MDT
- Общая информация
- Обзор применений
- Обозначения
- Диапазон продукции
- Державки
- Пластины
- Mini-Shaft™
- Обработка канавок
- Отрезка 150.10
- X4
- Зажимные узлы
- Комплектующие и дополнительные части
- Классификация обрабатываемых материалов, SMG
- Декларация о соответствии
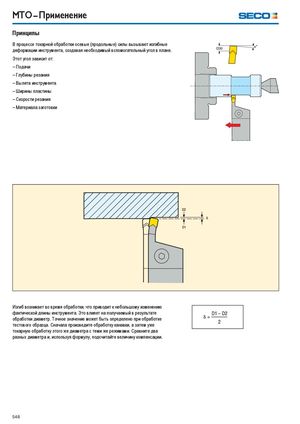
МТО – Применение Принципы В процессе токарной обработки осевые (продольные) силы вызывают изгибные деформации инструмента, создавая необходимый вспомогательный угол в плане. Этот угол зависит от: – Подачи – Глубины резания – Вылета инструмента – Ширины пластины – Скорости резания – Материала заготовки Изгиб возникает во время обработки, что приводит к небольшому изменению фактической длины инструмента. Это влияет на получаемый в результате обработки диаметр. Точное значение может быть определено при обработке тестового образца. Сначала произведите обработку канавки, а затем уже токарную обработку этого же диаметра с теми же режимами. Сравните два разных диаметра и, используя формулу, подсчитайте величину компенсации. 548