Каталог Seco резьбонарезание - страница 33
Навигация
 Каталог Seco обработка отверстий
Каталог Seco обработка отверстий Каталог Seco оснастка и вспомогательный инструмент
Каталог Seco оснастка и вспомогательный инструмент Каталог Seco токарная обработка
Каталог Seco токарная обработка Каталог Seco фрезерование
Каталог Seco фрезерование Каталог Seco цельные концевые фрезы
Каталог Seco цельные концевые фрезы Каталог Seco новинки 2020
Каталог Seco новинки 2020- Оглавление
- Алфавитно-цифровой указатель
- Техническая информация
- Державки Jetstream Tooling®
- Наружные державки
- Внутренние державки
- Державки Seco-Capto™
- Державки с головками GL Steadyline®
- Быстросменные державки
- Державки для зачистки
- Державки для обработки кромок труб
- Державки с несколькими гнездами пластин Seco-Capto™
- Державки для гребенок
- Державки для прецизионной обработки канавок
- Пластины
- Гребенки
- Стружколомы
- Резьба с MDT (МТО) – Державки
- Резьба с MDT (МТО) – Пластины
- Нарезание резьбы с помощью Mini-Shaft™ – Державки
- Нарезание резьбы с помощью Mini-Shaft™ – Пластины
- Резьбофрезы и метчики – Техническая информация
- Threadmaster™
- Режимы резания, Обозначения
- Сменные пластины для фрезерования резьб
- Хвостовики для фрезерования резьб
- Техническая информация о обзор метчиков Threadmaster™
- Метчики Threadmaster™
- Заявление о соответствии
- Материалы заготовок по SMG
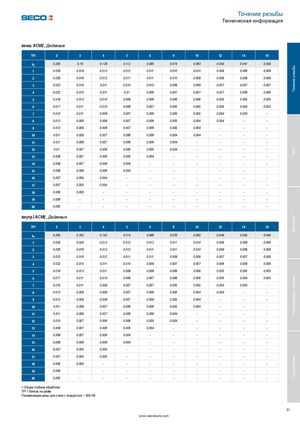
Точение резьбыMDTMini-Shaft™Резьбофрезы и метчикиПриложение Точение резьбы Техническая информация внеш. ACME, Дюймовые TPI 2 3 4 5 6 8 10 12 14 16 ap 0.265 0.18 0.138 0.112 0.095 0.074 0.063 0.050 0.041 0.039 1 0.028 0.019 0.013 0.012 0.011 0.010 0.010 0.009 0.008 0.009 2 0.026 0.018 0.012 0.011 0.011 0.010 0.009 0.009 0.008 0.009 3 0.023 0.016 0.011 0.010 0.010 0.009 0.009 0.007 0.007 0.007 4 0.022 0.015 0.011 0.01 0.009 0.007 0.007 0.007 0.006 0.006 5 0.019 0.013 0.010 0.009 0.008 0.006 0.006 0.005 0.005 0.005 6 0.017 0.011 0.010 0.008 0.007 0.005 0.005 0.005 0.004 0.003 7 0.015 0.011 0.009 0.007 0.006 0.005 0.005 0.004 0.003 – 8 0.013 0.009 0.008 0.007 0.006 0.005 0.004 0.004 – – 9 0.013 0.009 0.008 0.007 0.006 0.005 0.004 – – – 10 0.011 0.009 0.007 0.006 0.006 0.004 0.004 – – – 11 0.011 0.008 0.007 0.006 0.006 0.004 – – – – 12 0.01 0.007 0.006 0.006 0.005 0.004 – – – – 13 0.009 0.007 0.006 0.005 0.004 – – – – – 14 0.009 0.007 0.006 0.004 – – – – – – 15 0.008 0.006 0.006 0.004 – – – – – – 16 0.007 0.005 0.004 – – – – – – – 17 0.007 0.005 0.004 – – – – – – – 18 0.006 0.005 – – – – – – – – 19 0.006 – – – – – – – – – 20 0.005 – – – – – – – – – внутр.l ACME, Дюймовые TPI 2 3 4 5 6 8 10 12 14 16 ap 0.265 0.182 0.142 0.114 0.098 0.078 0.065 0.049 0.042 0.040 1 0.028 0.020 0.013 0.012 0.012 0.011 0.010 0.009 0.009 0.009 2 0.026 0.018 0.012 0.012 0.011 0.011 0.010 0.009 0.008 0.009 3 0.023 0.016 0.012 0.011 0.011 0.009 0.009 0.007 0.007 0.008 4 0.022 0.015 0.011 0.010 0.009 0.007 0.007 0.006 0.006 0.006 5 0.019 0.013 0.011 0.009 0.008 0.006 0.006 0.005 0.005 0.005 6 0.017 0.011 0.010 0.008 0.007 0.006 0.006 0.005 0.004 0.003 7 0.015 0.011 0.009 0.007 0.007 0.005 0.005 0.004 0.003 – 8 0.013 0.009 0.008 0.007 0.006 0.005 0.004 0.004 – – 9 0.013 0.009 0.008 0.007 0.006 0.005 0.004 – – – 10 0.011 0.009 0.007 0.006 0.006 0.005 0.004 – – – 11 0.011 0.008 0.007 0.006 0.006 0.004 – – – – 12 0.010 0.007 0.006 0.006 0.005 0.004 – – – – 13 0.009 0.007 0.006 0.005 0.004 – – – – – 14 0.009 0.007 0.006 0.004 – – – – – – 15 0.008 0.006 0.006 0.004 – – – – – – 16 0.007 0.005 0.005 – – – – – – – 17 0.007 0.005 0.005 – – – – – – – 18 0.006 0.005 – – – – – – – – 19 0.006 – – – – – – – – – 20 0.005 – – – – – – – – – = Общая глубина обработки TPI = Витков на дюйм Рекомендации даны для стали с твердостью < 300 HB 31 www.secotools.com