Каталог Seco цельные концевые фрезы - страница 152
Навигация
 Каталог Seco новинки 2020
Каталог Seco новинки 2020 Каталог Seco токарная обработка
Каталог Seco токарная обработка Каталог Seco обработка отверстий
Каталог Seco обработка отверстий Каталог Seco фрезерование
Каталог Seco фрезерование Каталог Seco резьбонарезание
Каталог Seco резьбонарезание- RU_Solid endmill_2020.1_HR
- Обзор
- Указатель
- Техническая информация о продукции
- Универсальные фрезы
- Обработка сталей и чугунов
- Обработка нержавеющих сталей
- Обработка цветных сплавов
- Обработка материалов высокой твердости
- Обработка композитов
- Обработка графита
- Техническая информация
- Перерасчет
- Расчёты режимов резания и определения
- SMG
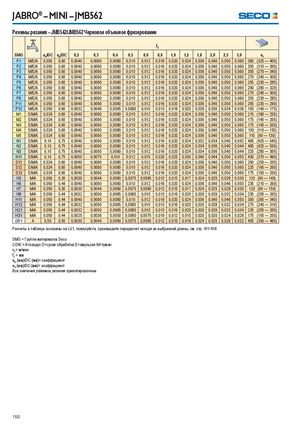
JABRO® – MINI – JMB562 Режимы резания – JMB542/JMB562 Черновое объемное фрезерование fz SMG ae/DC ap/DC 0,2 0,3 0,4 0,5 0,6 0,8 1,0 1,2 1,8 2,0 2,5 3,0 vc P1 M/E/A 0,050 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 365 (325 — 405) P2 M/E/A 0,050 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 355 (315 — 395) P3 M/E/A 0,050 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 305 (270 — 340) P4 M/E/A 0,050 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 270 (240 — 300) P5 M/E/A 0,050 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 255 (230 — 285) P6 M/E/A 0,050 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 290 (260 — 320) P7 M/E/A 0,050 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 270 (240 — 300) P8 M/E/A 0,050 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 255 (230 — 285) P11 M/E/A 0,050 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 265 (235 — 290) P12 M/E/A 0,050 0,60 0,0032 0,0048 0,0065 0,0080 0,010 0,013 0,016 0,020 0,028 0,030 0,034 0,038 155 (140 — 175) M1 E/M/A 0,024 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 215 (180 — 255) M2 E/M/A 0,024 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 175 (145 — 205) M3 E/M/A 0,024 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 175 (145 — 205) M4 E/M/A 0,024 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 130 (110 — 155) M5 E/M/A 0,024 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 110 (90 — 130) N1 E/M/A 0,10 0,75 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,032 0,034 0,040 0,042 485 (425 — 545) N2 E/M/A 0,10 0,75 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,034 0,036 0,040 0,044 485 (425 — 550) N3 E/M/A 0,10 0,75 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,034 0,036 0,040 0,044 325 (285 — 365) N11 E/M/A 0,10 0,75 0,0050 0,0075 0,010 0,012 0,015 0,020 0,025 0,030 0,040 0,044 0,050 0,055 430 (370 — 490) S11 E/M/A 0,024 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 290 (250 — 335) S12 E/M/A 0,024 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 225 (195 — 260) S13 E/M/A 0,024 0,60 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,050 0,060 175 (150 — 200) H3 M/A 0,050 0,30 0,0030 0,0044 0,0060 0,0075 0,0090 0,012 0,015 0,017 0,024 0,025 0,028 0,030 120 (90 — 145) H5 M/A 0,050 0,44 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,046 0,050 235 (210 — 260) H7 M/A 0,050 0,30 0,0030 0,0044 0,0060 0,0075 0,0090 0,012 0,015 0,017 0,024 0,025 0,028 0,030 120 (90 — 150) H8 M/A 0,050 0,44 0,0032 0,0050 0,0065 0,0085 0,010 0,013 0,016 0,020 0,026 0,028 0,032 0,034 235 (205 — 265) H11 M/A 0,050 0,44 0,0040 0,0060 0,0080 0,010 0,012 0,016 0,020 0,024 0,036 0,040 0,046 0,050 300 (265 — 340) H12 M/A 0,050 0,44 0,0032 0,0050 0,0065 0,0085 0,010 0,013 0,016 0,020 0,026 0,028 0,032 0,034 275 (240 — 310) H21 M/A 0,050 0,44 0,0032 0,0050 0,0065 0,0085 0,010 0,013 0,016 0,020 0,026 0,028 0,032 0,034 235 (205 — 265) H31 M/A 0,050 0,44 0,0025 0,0036 0,0050 0,0060 0,0075 0,010 0,012 0,015 0,020 0,020 0,024 0,026 175 (155 — 200) GR1 A 0,50 0,50 0,0030 0,0044 0,0060 0,0075 0,0090 0,012 0,015 0,018 0,024 0,025 0,028 0,032 405 (350 — 460) Расчеты в таблице основаны на LV1, пожалуйста, произведите перерасчет исходя из выбранной длины, см. стр. 411-418 SMG = Группа материалов Seco СОЖ = A=воздух D=сухая обработка E=эмульсия M=туман vc= м/мин fz = мм ap (мм)/DC (мм)= коэффициент ae (мм)/DC (мм)= коэффициент Все значения режимов резания ориентировочные 150