Каталог Sandvik инструменты для автоматов продольного точения 2018 - страница 365
Навигация
 Каталог Sandvik токарные инструменты 2020
Каталог Sandvik токарные инструменты 2020 Каталог Sandvik точение материалов высокой твердости
Каталог Sandvik точение материалов высокой твердости Каталог Sandvik вращающиеся инструменты 2017
Каталог Sandvik вращающиеся инструменты 2017 Каталог Sandvik вращающийся инструмент 2020
Каталог Sandvik вращающийся инструмент 2020 Каталог Sandvik цельный режущий инструмент 2020
Каталог Sandvik цельный режущий инструмент 2020- Инструменты для автоматов продольного точения
- ТОЧЕНИЕ
- Обзор инструмента
- CoroTurn®107
- Пластины
- Инструмент для наружной обработки
- Инструмент для внутренней обработки
- T-Max®P
- Пластины
- Инструмент для наружной обработки
- Инструмент для внутренней обработки
- CoroTurn®TR
- Пластины
- Инструмент для наружной обработки
- Инструмент для внутренней обработки
- CoroCut®XS
- Пластины
- Инструмент для наружной обработки
- CoroTurn®XS
- Режущие инструменты
- Адаптеры
- CoroCut®MB
- Режущие инструменты
- Адаптеры
- ОТРЕЗКА И ОБРАБОТКА КАНАВОК
- Обзор инструмента
- CoroCut®1-2
- Пластины
- Инструмент для наружной обработки
- Инструмент для внутренней обработки
- CoroCut®QD
- Пластины
- Инструмент для наружной обработки
- CoroCut®3
- Пластины
- Инструмент для наружной обработки
- T-Max®Q-Cut
- Пластины
- Инструмент для наружной обработки
- Инструмент для внутренней обработки
- T-Max®U-Lock
- Пластины
- Инструмент для внутренней обработки
- CoroCut®XS
- Пластины
- Инструмент для наружной обработки
- CoroThread®266
- Пластины
- Инструмент для наружной обработки
- CoroTurn®XS
- Режущие инструменты
- Адаптеры
- CoroCut®MB
- Режущие инструменты
- Адаптеры
- ТОЧЕНИЕ РЕЗЬБЫ
- Обзор инструмента
- CoroThread®266
- Пластины
- Инструмент для наружной обработки
- T-Max®U-Lock
- Пластины
- Инструмент для внутренней обработки
- CoroCut®XS
- Пластины
- Инструмент для наружной обработки
- CoroTurn®XS
- Режущие инструменты
- Адаптеры
- CoroCut®MB
- Режущие инструменты
- Адаптеры
- ОСНАСТКА ДЛЯ ТОКАРНОГО ИНСТРУМЕНТА
- Призматический хвостовик
- Державки CoroTurn®XS
- Державки CoroCut®MB
- Цилиндрический хвостовик
- Оправки CoroCut®MB
- Цилиндрический хвостовик с лыской
- Оправки CoroTurn®XS с цилиндрическим хвостовиком с лысками
- Двусторонние расточные оправки CoroTurn®XS с лыской
- Расточные оправки CoroCut®MB с цилиндрическим хвостовиком с лысками
- ФРЕЗЕРОВАНИЕ
- Обзор инструмента
- Торцевые фрезы
- CoroMill®415
- Фрезы для обработки уступов
- CoroMill®490
- CoroMill®390
- Фрезы для профильной обработки
- CoroMill®300
- Фрезы для нарезания резьбы
- CoroMill®325
- Фрезы для обработки фасок
- CoroMill®495
- СВЕРЛЕНИЕ
- Свёрла со сменными головками
- CoroDrill®870
- Свёрла со сменными пластинами
- CoroDrill®880
- РАЗВЁРТЫВАНИЕ
- CoroReamer™ 830
- Цельные твердосплавные головки
- Адаптер
- ОСНАСТКА ДЛЯ ВРАЩАЮЩЕГОСЯ ИНСТРУМЕНТА
- Цилиндрический хвостовик
- Адаптеры Coromant EH с цилиндрическим хвостовиком
- ER
- Интегрированные цанги ER для Coromant EH
- ПРИНАДЛЕЖНОСТИ
- Система закрепления QS™
- Упоры для державок системы QS™
- Упоры для державок системы QS™ с подачей СОЖ под высоким давлением
- Клинья для державок системы QS™
- Сборочный элемент
- Узел подвода СОЖ
- ОБЩАЯ ИНФОРМАЦИЯ
- Алфавитный указатель
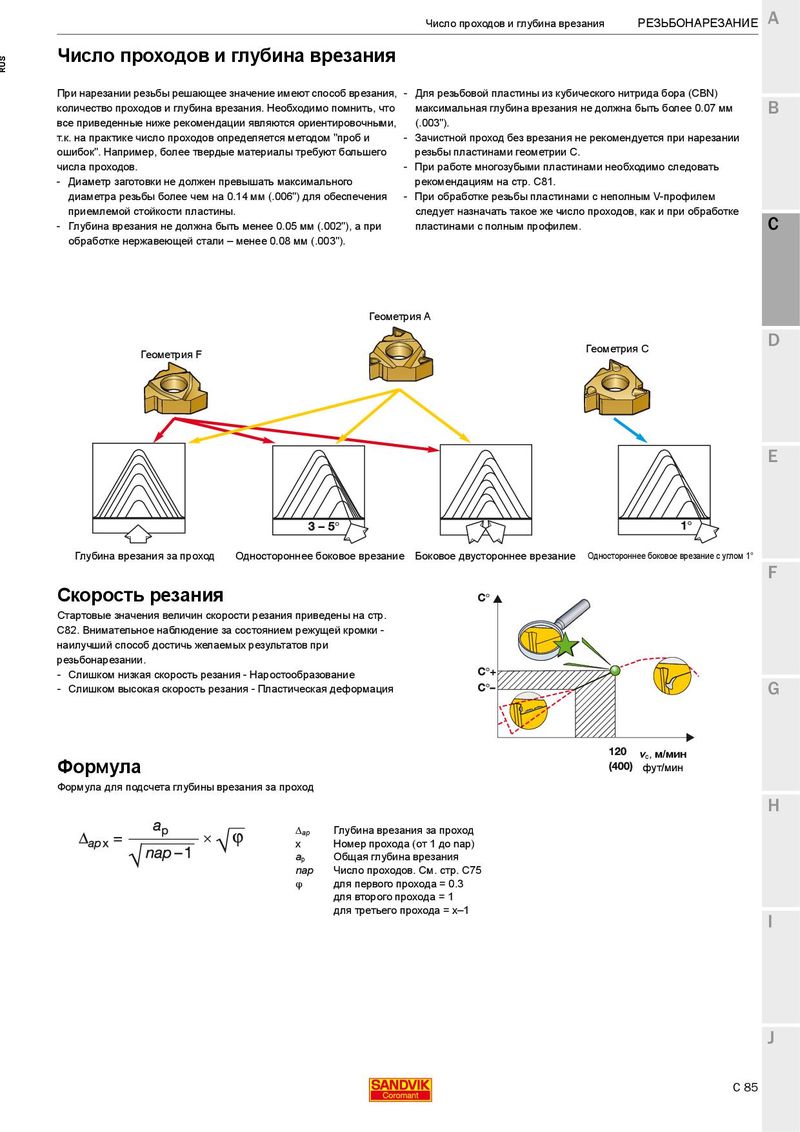
Число проходов и глубина врезания РЕЗЬБОНАРЕЗАНИЕ A Число проходов и глубина врезания RUS При нарезании резьбы решающее значение имеют способ врезания, - Для резьбовой пластины из кубического нитрида бора (CBN) количество проходов и глубина врезания. Необходимо помнить, что максимальная глубина врезания не должна быть более 0.07 мм B все приведенные ниже рекомендации являются ориентировочными, (.003"). т.к. на практике число проходов определяется методом "проб и - Зачистной проход без врезания не рекомендуется при нарезании ошибок". Например, более твердые материалы требуют большего резьбы пластинами геометрии C. числа проходов. - При работе многозубыми пластинами необходимо следовать - Диаметр заготовки не должен превышать максимального рекомендациям на стр. C81. диаметра резьбы более чем на 0.14 мм (.006") для обеспечения - При обработке резьбы пластинами с неполным V-профилем приемлемой стойкости пластины. следует назначать такое же число проходов, как и при обработке - Глубина врезания не должна быть менее 0.05 мм (.002"), а при пластинами с полным профилем. C обработке нержавеющей стали – менее 0.08 мм (.003"). Геометрия A D Геометрия С Геометрия F E Глубина врезания за проход Одностороннее боковое врезание Боковое двустороннее врезание Одностороннее боковое врезание с углом 1° F Скорость резания Стартовые значения величин скорости резания приведены на стр. C82. Внимательное наблюдение за состоянием режущей кромки - наилучший способ достичь желаемых результатов при резьбонарезании. - Слишком низкая скорость резания - Наростообразование - Слишком высокая скорость резания - Пластическая деформация G v c , м/мин Формула фут/мин Формула для подсчета глубины врезания за проход H D ap Глубина врезания за проход x Номер прохода (от 1 до nap) a p Общая глубина врезания nap Число проходов. См. стр. C75 j для первого прохода = 0.3 для второго прохода = 1 для третьего прохода = x–1 I J РЕЗЬБОНАРЕЗАНИЕ Число проходов и глубина врезания C 85