Каталог Sandvik цельный режущий инструмент 2018 - страница 176
Навигация
 Дополнение к каталогам Sandvik 2020.2
Дополнение к каталогам Sandvik 2020.2 Каталог Sandvik токарные инструменты 2020
Каталог Sandvik токарные инструменты 2020 Каталог Sandvik вращающиеся инструменты 2017
Каталог Sandvik вращающиеся инструменты 2017 Каталог Sandvik вращающийся инструмент 2020
Каталог Sandvik вращающийся инструмент 2020 Дополнение к каталогам Sandvik 2021.1
Дополнение к каталогам Sandvik 2021.1 Каталог Sandvik инструменты для автоматов продольного точения 2018
Каталог Sandvik инструменты для автоматов продольного точения 2018- Цельный режущий инструмент
- ФРЕЗЕРОВАНИЕ
- Универсальные решения
- Цельные твердосплавные концевые фрезы CoroMill®Plura
- Фрезы для тяжёлой черновой обработки
- Фрезы для средней черновой обработки
- Фрезы со стружкоделительными канавками для черновой обработки
- Фрезы со сферическим концом для профильной обработки
- Фрезы для обработки фасок
- Оптимизированные решения
- Цельные твердосплавные концевые фрезы CoroMill®Plura
- Фрезы для тяжёлого фрезерования (HD)
- Фрезы для высокопроизводительной обработки уступов (HFS)
- Фрезы для высокопроизводительной торцевой обработки
- Фрезы общего назначения
- Фрезы для обработки материалов высокой твёрдости
- Фрезы для высокопроизводительной обработки алюминия и других цветных металлов
- Фрезы со стружкоделительными канавками для черновой обработки
- Фрезы для чистовой обработки
- Фрезы для мелкоразмерной обработки
- Фрезы со сферическим концом для мелкоразмерной обработки
- Фрезы для обработки поверхностей тел вращения
- Фрезы со сферическим концом для профильной обработки
- Фрезы для обработки кромок
- Фрезы для нарезания резьбы
- Цельные твердосплавные сменные головки CoroMill®316
- Фрезы для тяжёлого фрезерования (HD)
- Фрезы общего назначения
- Фрезы для высокопроизводительной торцевой обработки
- Фрезы с открытыми стружечными канавками
- Фрезы для высокопроизводительной обработки алюминия и других цветных металлов
- Фрезы со стружкоделительными канавками для черновой обработки
- Фрезы для профильной обработки
- Фрезы для чистовой обработки
- Фрезы для обработки фасок
- Цельные твердосплавные концевые фрезы CoroMill®326
- Фрезы для обработки фасок
- Фрезы для нарезания резьбы
- Инженерные решения
- СВЕРЛЕНИЕ
- Универсальные решения
- CoroDrill®460
- Свёрла для обработки различных материалов
- Оптимизированные решения
- CoroDrill®860
- Свёрла для обработки стали
- Свёрла для обработки нержавеющей стали
- Свёрла для обработки алюминия
- CoroDrill®R846
- Свёрла для обработки жаропрочных сплавов
- CoroDrill®R840
- Свёрла для оптимизации обработки отверстий
- CoroDrill®861
- Свёрла для обработки глубоких отверстий в различных материалах
- CoroDrill®862
- Свёрла для обработки высокоточных отверстий малого диаметра
- CoroDrill®854
- Свёрла для обработки композиционных материалов
- CoroDrill®863
- Свёрла для обработки деталей в аэрокосмической промышленности на станках с ЧПУ, дрелями с автоматической подачей или с помощью роботов
- CoroDrill®452
- Инструменты для обработки композиционных материалов ручными дрелями
- Инженерные решения
- НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКАМИ
- Универсальные решения
- CoroTap™ 200
- Метрическая (M)
- Метрическая c мелким шагом (MF)
- UNC
- UNF
- G
- CoroTap™ 300
- Метрическая (M)
- Метрическая c мелким шагом (MF)
- UNC
- UNF
- G
- NPT
- NPTF
- CoroTap™ 400
- Метрическая (M)
- Метрическая c мелким шагом (MF)
- UNC
- UNF
- EGM
- Оптимизированные решения
- CoroTap™ 100
- Метрическая (M)
- Метрическая c мелким шагом (MF)
- UNC
- UNF
- G
- CoroTap™ 200
- Метрическая (M)
- Метрическая c мелким шагом (MF)
- MJ
- UNC
- UNF
- UNJC
- UNJF
- CoroTap™ 300
- Метрическая (M)
- Метрическая c мелким шагом (MF)
- MJ
- UNC
- UNF
- G
- NPT
- NPTF
- UNJC
- UNJF
- EGUNF
- EGUNJF
- CoroTap™ 400
- Метрическая (M)
- Метрическая c мелким шагом (MF)
- UNC
- UNF
- Инженерные решения
- CoroTap™
- CoroTap™ 100
- CoroTap™ 200
- CoroTap™ 300
- CoroTap™ 400
- РАЗВЁРТЫВАНИЕ
- Универсальные решения
- CoroReamer™ 435
- Для обработки различных материалов
- Оптимизированные решения
- CoroReamer™ 835
- Для обработки стали
- Для обработки нержавеющей стали
- CoroReamer™ 830
- Твердосплавная головка
- Адаптер
- Инженерные решения
- ОБЩАЯ ИНФОРМАЦИЯ
- ISO 13399
- Основные формулы
- Ifind
- Восстановление инструмента
- Концепция Coromant по утилизации отходов
- Информация по безопасности
- Обрабатываемые материалы
- Системы обозначения
- CoroMill®Plura
- CoroMill®Plura для резьбонарезания
- CoroTap™
- Тип подвода СОЖ
- Указатель инструмента
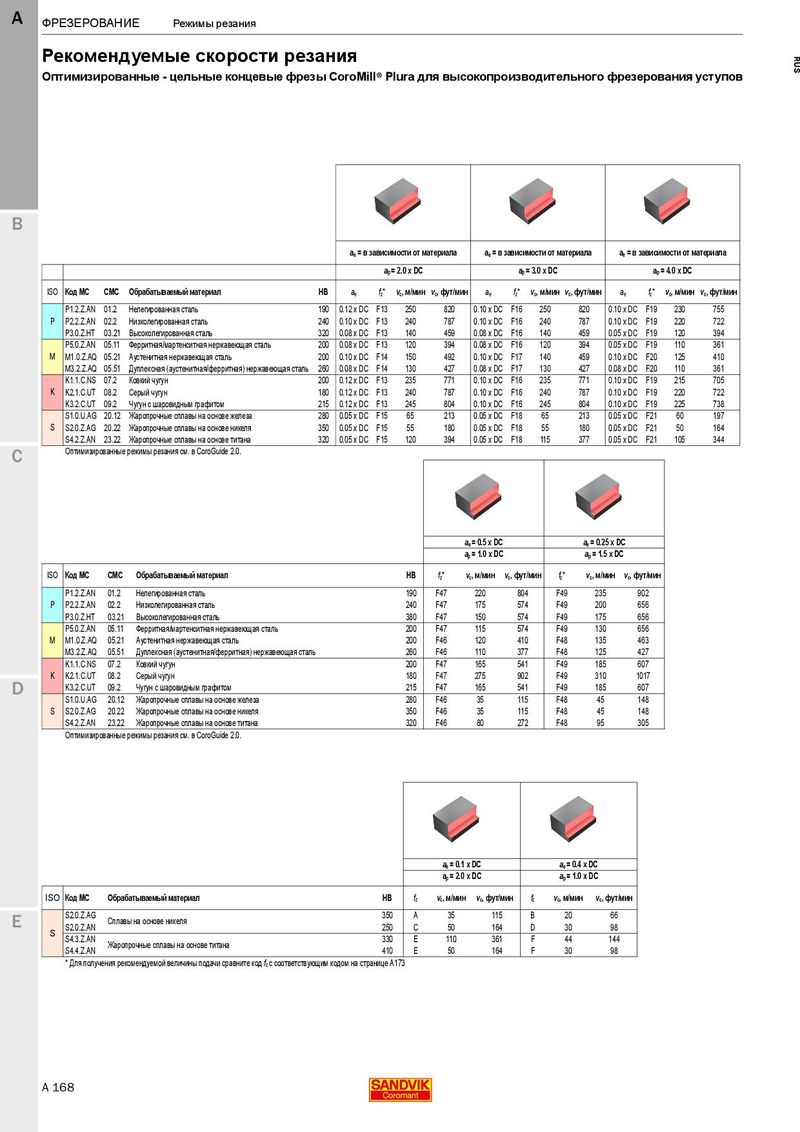
A ФРЕЗЕРОВАНИЕ Режимы резания RUS Рекомендуемые скорости резания Оптимизированные - цельные концевые фрезы CoroMill®Plura для высокопроизводительного фрезерования уступов B a e = в зависимости от материала a e = в зависимости от материала a e = в зависимости от материала a p = 2.0 x DC a p = 3.0 x DC a p = 4.0 x DC ISO Код MC CMC Обрабатываемый материал HB a e f z * v c , м/мин v c , фут/мин a e f z * v c , м/мин v c , фут/мин a e f z * v c , м/мин v c , фут/мин P1.2.Z.AN 01.2 Нелегированная сталь 190 0.12 x DC F13 250 820 0.10 x DC F16 250 820 0.10 x DC F19 230 755 P P2.2.Z.AN 02.2 Низколегированная сталь 240 0.10 x DC F13 240 787 0.10 x DC F16 240 787 0.10 x DC F19 220 722 P3.0.Z.HT 03.21 Высоколегированная сталь 320 0.08 x DC F13 140 459 0.08 x DC F16 140 459 0.05 x DC F19 120 394 P5.0.Z.AN 05.11 Ферритная/мартенситная нержавеющая сталь 200 0.08 x DC F13 120 394 0.08 x DC F16 120 394 0.05 x DC F19 110 361 M M1.0.Z.AQ 05.21 Аустенитная нержавеющая сталь 200 0.10 x DC F14 150 492 0.10 x DC F17 140 459 0.10 x DC F20 125 410 M3.2.Z.AQ 05.51 Дуплексная (аустенитная/ферритная) нержавеющая сталь 260 0.08 x DC F14 130 427 0.08 x DC F17 130 427 0.08 x DC F20 110 361 K1.1.C.NS 07.2 Ковкий чугун 200 0.12 x DC F13 235 771 0.10 x DC F16 235 771 0.10 x DC F19 215 705 K K2.1.C.UT 08.2 Серый чугун 180 0.12 x DC F13 240 787 0.10 x DC F16 240 787 0.10 x DC F19 220 722 K3.2.C.UT 09.2 Чугун с шаровидным графитом 215 0.12 x DC F13 245 804 0.10 x DC F16 245 804 0.10 x DC F19 225 738 S1.0.U.AG 20.12 Жаропрочные сплавы на основе железа 280 0.05 x DC F15 65 213 0.05 x DC F18 65 213 0.05 x DC F21 60 197 S S2.0.Z.AG 20.22 Жаропрочные сплавы на основе никеля 350 0.05 x DC F15 55 180 0.05 x DC F18 55 180 0.05 x DC F21 50 164 S4.2.Z.AN 23.22 Жаропрочные сплавы на основе титана 320 0.05 x DC F15 120 394 0.05 x DC F18 115 377 0.05 x DC F21 105 344 Оптимизированные режимы резания см. в CoroGuide 2.0. C a e = 0.5 x DC a e = 0.25 x DC a p = 1.0 x DC a p = 1.5 x DC ISO Код MC CMC Обрабатываемый материал HB f z * v c , м/мин v c , фут/мин f z * v c , м/мин v c , фут/мин P1.2.Z.AN 01.2 Нелегированная сталь 190 F47 220 804 F49 235 902 P P2.2.Z.AN 02.2 Низколегированная сталь 240 F47 175 574 F49 200 656 P3.0.Z.HT 03.21 Высоколегированная сталь 380 F47 150 574 F49 175 656 P5.0.Z.AN 05.11 Ферритная/мартенситная нержавеющая сталь 200 F47 115 574 F49 130 656 M M1.0.Z.AQ 05.21 Аустенитная нержавеющая сталь 200 F46 120 410 F48 135 463 M3.2.Z.AQ 05.51 Дуплексная (аустенитная/ферритная) нержавеющая сталь 260 F46 110 377 F48 125 427 K1.1.C.NS 07.2 Ковкий чугун 200 F47 165 541 F49 185 607 K K2.1.C.UT 08.2 Серый чугун 180 F47 275 902 F49 310 1017 D K3.2.C.UT 09.2 Чугун с шаровидным графитом 215 F47 165 541 F49 185 607 S1.0.U.AG 20.12 Жаропрочные сплавы на основе железа 280 F46 35 115 F48 45 148 S S2.0.Z.AG 20.22 Жаропрочные сплавы на основе никеля 350 F46 35 115 F48 45 148 S4.2.Z.AN 23.22 Жаропрочные сплавы на основе титана 320 F46 80 272 F48 95 305 Оптимизированные режимы резания см. в CoroGuide 2.0. a e = 0.1 x DC a e = 0.4 x DC a p = 2.0 x DC a p = 1.0 x DC ISO Код MC Обрабатываемый материал HB f z v c , м/мин v c , фут/мин f z v c , м/мин v c , фут/мин S2.0.Z.AG 350 A 35 115 B 20 66 E Сплавы на основе никеля S2.0.Z.AN 250 C 50 164 D 30 98 S S4.3.Z.AN 330 E 110 361 F 44 144 Жаропрочные сплавы на основе титана S4.4.Z.AN 410 E 50 164 F 30 98 * Для получения рекомендуемой величины подачи сравните код f z с соответствующим кодом на странице A173 ФРЕЗЕРОВАНИЕ Режимы резания A 168