Общий каталог OSG русский - страница 957
Навигация
 Общий каталог OSG 2018 - 2019
Общий каталог OSG 2018 - 2019 Общий каталог Somta
Общий каталог Somta- ВВЕДЕНИЕ
- РЕЗЬБОНАРЕЗАНИЕ
- ОПИСАНИЕ ОБОЗНАЧЕНИЙ
- ОБЗОР МАТЕРИАЛОВ
- ОБЗОР ПРОДУКТА
- ВЫБОР ПО ОБРАБАТЫВАЕМОМУ МАТЕРИАЛУ
- ВЫБОР ПО РАЗМЕРУ
- ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
- МЕТЧИКИ
- ДРУГОЕ
- РЕЖИМЫ РЕЗАНИЯ
- СВЕРЛЕНИЕ
- ОПИСАНИЕ ОБОЗНАЧЕНИЙ
- ОБЗОР МАТЕРИАЛОВ
- СПЛАВЫ И СТРУЖКОЛОМЫ
- ОБЗОР ПРОДУКТА
- ВЫБОР ПО ОБРАБАТЫВАЕМОМУ МАТЕРИАЛУ
- ВЫБОР ПО РАЗМЕРУ
- ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
- МОНОЛИТНЫЕ СВЕРЛА
- ИНСТРУМЕНТ СО СМЕННЫМИ ПЛАСТИНАМИ
- РАЗВЁРТКИ
- РЕЖИМЫ РЕЗАНИЯ
- ФРЕЗЕРОВАНИЕ
- ОПИСАНИЕ ОБОЗНАЧЕНИЙ
- ОБЗОР МАТЕРИАЛОВ
- СПЛАВЫ И СТРУЖКОЛОМЫ
- ОБЗОР ПРОДУКТА
- ВЫБОР ПО ОБЛАСТИ ПРИМЕНЕНИЯ, МОНОЛИТНЫЙ ИНСТРУМЕНТ
- ВЫБОР ПО ОБЛАСТИ ПРИМЕНЕНИЯ, ИНСТРУМЕНТ СО СМЕННЫМИ ПЛАСТИНАМИ
- ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
- МОНОЛИТНЫЕ КОНЦЕВЫЕ ФРЕЗЫ
- СИСТЕМА ОБОЗНАЧЕНИЯ
- ИНСТРУМЕНТ СО СМЕННЫМИ ПЛАСТИНАМИ
- ВЫБОР ПО ОБЛАСТИ ПРИМЕНЕНИЯ, ИНСТРУМЕНТ СО СМЕННЫМИ ПЛАСТИНАМИ
- РЕЖИМЫ РЕЗАНИЯ, ИНСТРУМЕНТ СО СМЕННЫМИ ПЛАСТИНАМИ
- ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
- РЕЗЬБОНАРЕЗАНИЕ
- СВЕРЛЕНИЕ
- ФРЕЗЕРОВАНИЕ
- Алфавитный указатель
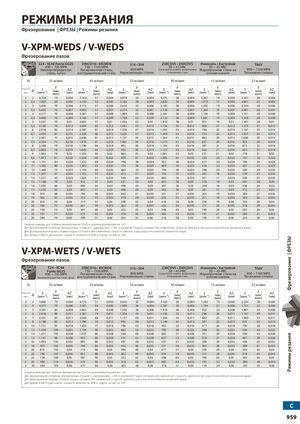
РЕЖИМЫ РЕЗАНИЯ Фрезерование | ФРЕЗЫ | Режимы резания V-XPM-WEDS / V-WEDS Фрезерование пазов E24 • XC48 Fonte GG25 35NCD16 • 40CMD8 316 • 304 Z38CDV5 • Z40CDV5 Инконель • Хастеллой TA6V 490 ~ 750 MPA 750 ~ 1100 MPA 38 ~ 45 HRC 35 ~ 43 HRC Низкоуглеродистая Легированная сталь, 800 MPA Сталь после отжига, закаленная и Жаропрочные стали на 900 ~ 1100 MPA сталь, чугун инструментальная сталь Нержавеющих сталях отпущенная сталь основе никеля Титановые сплавы Vc 55 м/мин 45 м/мин 25 м/мин 30 м/мин 15 м/мин 22 м/мин Количество ØзубьевS(мин-1) F(мм/мин)AZ(мм) S(мин-1) F(мм/мин)AZ(мм) S(мин-1) F(мм/мин)AZ(мм) S(мин-1) F(мм/мин) AZ(мм) S(мин-1) F(мм/мин)AZ(мм) S(мин-1) F(мм/мин)AZ(мм) 2 2 8.754 70 0,004 7.162 57 0,004 3.979 32 0,004 4.775 38 0,004 2.387 19 0,004 3.501 28 0,004 2 2,5 7.003 63 0,005 5.730 52 0,005 3.183 29 0,005 3.820 34 0,005 1.910 17 0,005 2.801 25 0,005 2 3 5.836 70 0,006 4.775 57 0,006 2.653 32 0,006 3.183 38 0,006 1.592 19 0,006 2.334 28 0,006 2 3,5 5.002 70 0,007 4.093 57 0,007 2.274 32 0,007 2.728 38 0,007 1.364 19 0,007 2.001 28 0,007 2 4 4.377 70 0,008 3.581 57 0,008 1.989 32 0,008 2.387 38 0,008 1.194 19 0,008 1.751 28 0,008 2 4,5 3.890 70 0,009 3.183 57 0,009 1.768 32 0,009 2.122 38 0,009 1.061 19 0,009 1.556 28 0,009 2 5 3.501 70 0,01 2.865 57 0,01 1.592 32 0,01 1.910 38 0,01 955 19 0,01 1.401 28 0,01 2 5,5 3.183 76 0,012 2.604 63 0,012 1.447 35 0,012 1.736 42 0,012 868 21 0,012 1.273 31 0,012 2 6 2.918 82 0,014 2.387 67 0,014 1.326 37 0,014 1.592 45 0,014 796 22 0,014 1.167 33 0,014 2 6,5 2.693 81 0,015 2.204 66 0,015 1.224 37 0,015 1.469 44 0,015 735 22 0,015 1.077 32 0,015 2 7 2.501 75 0,015 2.046 61 0,015 1.137 34 0,015 1.364 41 0,015 682 20 0,015 1.000 30 0,015 2 7,5 2.334 75 0,016 1.910 61 0,016 1.061 34 0,016 1.273 41 0,016 637 20 0,016 934 30 0,016 2 8 2.188 79 0,018 1.790 64 0,018 995 36 0,018 1.194 43 0,018 597 21 0,018 875 32 0,018 2 8,5 2.060 78 0,019 1.685 64 0,019 936 36 0,019 1.123 43 0,019 562 21 0,019 824 31 0,019 2 9 1.945 78 0,02 1.592 64 0,02 884 35 0,02 1.061 42 0,02 531 21 0,02 778 31 0,02 2 9,5 1.843 81 0,022 1.508 66 0,022 838 37 0,022 1.005 44 0,022 503 22 0,022 737 32 0,022 2 10 1.751 84 0,024 1.432 69 0,024 796 38 0,024 955 46 0,024 477 23 0,024 700 34 0,024 2 11 1.592 80 0,025 1.303 65 0,025 724 36 0,025 869 43 0,025 434 22 0,025 637 32 0,025 2 12 1.460 73 0,025 1.194 60 0,025 663 33 0,025 796 40 0,025 398 20 0,025 584 29 0,025 2 13 1.347 67 0,025 1.102 55 0,025 612 31 0,025 735 37 0,025 367 18 0,025 539 27 0,025 2 14 1.251 63 0,025 1.024 51 0,025 569 28 0,025 682 34 0,025 341 17 0,025 500 25 0,025 2 15 1.168 70 0,03 955 57 0,03 531 32 0,03 637 38 0,03 318 19 0,03 467 28 0,03 2 16 1.095 66 0,03 896 54 0,03 498 30 0,03 597 36 0,03 299 18 0,03 438 26 0,03 2 17 1.030 62 0,03 843 51 0,03 468 28 0,03 562 34 0,03 281 17 0,03 412 25 0,03 2 18 973 68 0,035 796 56 0,035 442 31 0,035 531 37 0,035 265 19 0,035 389 27 0,035 2 19 922 65 0,035 754 53 0,035 419 29 0,035 503 35 0,035 251 18 0,035 369 26 0,035 2 20 876 70 0,04 717 57 0,04 398 32 0,04 478 38 0,04 239 19 0,04 350 28 0,04 2 22 796 72 0,045 651 59 0,045 362 33 0,045 434 39 0,045 217 20 0,045 318 29 0,045 2 24 730 73 0,05 597 60 0,05 332 33 0,05 398 40 0,05 199 20 0,05 292 29 0,05 2 25 701 77 0,055 573 63 0,055 318 35 0,055 382 42 0,055 191 21 0,055 280 31 0,055 2 30 584 70 0,06 478 57 0,06 265 32 0,06 318 38 0,06 159 19 0,06 234 28 0,06 Указаны режимы для глубины фрезерования 0,5хD и ширины фрезерования 1xD. Для фрезерования литейных алюминиевых сплавов с содержанием < 6% Si (кремния) подачу оставить без изменений, скорость увелить в три раза относительно указанной выше. Для фрезерования медных сплавов подачу оставить без изменений, скорость увелить в два раза относительно указанной выше. Для фрезы V-WEDS уменьшите скорость резания на 20% и подачу на зуб на 10% V-XPM-WETS / V-WETS Фрезерование пазов E24 • XC48 35NCD16 • 40CMD8 316 • 304 Z38CDV5 • Z40CDV5 Инконель • Хастеллой TA6V Fonte GG25 750 ~ 1100 MPA490 ~ 750 MPAЛегированная сталь,Низкоуглеродистая сталь, чугунинструментальная сталь800 MPAНержавеющих сталях38 ~ 45 HRC35 ~ 43 HRCСталь после отжига, закаленная иЖаропрочные стали наотпущенная стальоснове никеля900 ~ 1100 MPAТитановые сплавы Vc 55 м/мин 45 м/мин 25 м/мин 30 м/мин 15 м/мин 22 м/мин Количество ØзубьевS(мин-1) F(мм/мин)AZ(мм) S(мин-1) F(мм/мин)AZ(мм) S(мин-1) F(мм/мин)AZ(мм) S(мин-1) F(мм/мин) AZ(мм) S(мин-1) F(мм/мин)AZ(мм) S(мин-1) F(мм/мин)AZ(мм) 3 3 5.836 70 0,004 4.775 57 0,004 2.653 32 0,004 3.183 38 0,004 1.592 19 0,004 2.334 28 0,004 3 4 4.377 79 0,006 3.581 64 0,006 1.989 36 0,006 2.387 43 0,006 1.194 21 0,006 1.751 32 0,006 3 5 3.501 84 0,008 2.865 69 0,008 1.592 38 0,008 1.910 46 0,008 955 23 0,008 1.401 34 0,008 3 6 2.918 96 0,011 2.387 79 0,011 1.326 44 0,011 1.592 53 0,011 796 26 0,011 1.167 39 0,011 3 7 2.501 83 0,011 2.046 68 0,011 1.137 38 0,011 1.364 45 0,011 682 23 0,011 1.000 33 0,011 3 8 2.188 85 0,013 1.790 70 0,013 995 39 0,013 1.194 47 0,013 597 23 0,013 875 34 0,013 3 10 1.751 95 0,018 1.432 77 0,018 796 43 0,018 955 52 0,018 477 26 0,018 700 38 0,018 3 12 1.459 109 0,025 1.194 90 0,025 663 50 0,025 796 60 0,025 398 30 0,025 584 44 0,025 3 14 1.251 105 0,028 1.023 86 0,028 568 48 0,028 682 57 0,028 341 29 0,028 500 42 0,028 3 15 1.161 98 0,028 955 80 0,028 531 45 0,028 637 53 0,028 318 27 0,028 467 39 0,028 3 16 1.094 105 0,032 895 86 0,032 497 48 0,032 597 57 0,032 298 29 0,032 438 42 0,032 3 18 973 102 0,035 796 84 0,035 442 46 0,035 531 56 0,035 265 28 0,035 389 41 0,035 3 20 875 105 0,04 716 86 0,04 398 48 0,04 477 57 0,04 239 29 0,04 350 42 0,04 3 22 796 107 0,045 651 88 0,045 362 49 0,045 434 59 0,045 217 29 0,045 318 43 0,045 3 24 729 109 0,05 597 90 0,05 332 50 0,05 398 60 0,05 199 30 0,05 292 44 0,05 3 25 700 116 0,055 573 95 0,055 318 53 0,055 382 63 0,055 191 32 0,055 280 46 0,055 3 30 584 105 0,06 477 86 0,06 265 48 0,06 318 57 0,06 159 29 0,06 233 42 0,06 Указаны режимы для глубины фрезерования 0,5хD и ширины фрезерования 1xD. Для фрезерования литейных алюминиевых сплавов с содержанием < 6% Si (кремния) подачу оставить без изменений, скорость увелить в три раза относительно указанной выше. Для фрезерования медных сплавов подачу оставить без изменений, скорость увелить в два раза относительно указанной выше. Для фрезы V-WETS уменьшите скорость резания на 20% и подачу на зуб на 10% C 959 Фрезерование | ФРЕЗЫРежимы резания