Общий каталог OSG русский - страница 871
Навигация
 Общий каталог OSG 2018 - 2019
Общий каталог OSG 2018 - 2019 Общий каталог Somta
Общий каталог Somta- ВВЕДЕНИЕ
- РЕЗЬБОНАРЕЗАНИЕ
- ОПИСАНИЕ ОБОЗНАЧЕНИЙ
- ОБЗОР МАТЕРИАЛОВ
- ОБЗОР ПРОДУКТА
- ВЫБОР ПО ОБРАБАТЫВАЕМОМУ МАТЕРИАЛУ
- ВЫБОР ПО РАЗМЕРУ
- ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
- МЕТЧИКИ
- ДРУГОЕ
- РЕЖИМЫ РЕЗАНИЯ
- СВЕРЛЕНИЕ
- ОПИСАНИЕ ОБОЗНАЧЕНИЙ
- ОБЗОР МАТЕРИАЛОВ
- СПЛАВЫ И СТРУЖКОЛОМЫ
- ОБЗОР ПРОДУКТА
- ВЫБОР ПО ОБРАБАТЫВАЕМОМУ МАТЕРИАЛУ
- ВЫБОР ПО РАЗМЕРУ
- ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
- МОНОЛИТНЫЕ СВЕРЛА
- ИНСТРУМЕНТ СО СМЕННЫМИ ПЛАСТИНАМИ
- РАЗВЁРТКИ
- РЕЖИМЫ РЕЗАНИЯ
- ФРЕЗЕРОВАНИЕ
- ОПИСАНИЕ ОБОЗНАЧЕНИЙ
- ОБЗОР МАТЕРИАЛОВ
- СПЛАВЫ И СТРУЖКОЛОМЫ
- ОБЗОР ПРОДУКТА
- ВЫБОР ПО ОБЛАСТИ ПРИМЕНЕНИЯ, МОНОЛИТНЫЙ ИНСТРУМЕНТ
- ВЫБОР ПО ОБЛАСТИ ПРИМЕНЕНИЯ, ИНСТРУМЕНТ СО СМЕННЫМИ ПЛАСТИНАМИ
- ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
- МОНОЛИТНЫЕ КОНЦЕВЫЕ ФРЕЗЫ
- СИСТЕМА ОБОЗНАЧЕНИЯ
- ИНСТРУМЕНТ СО СМЕННЫМИ ПЛАСТИНАМИ
- ВЫБОР ПО ОБЛАСТИ ПРИМЕНЕНИЯ, ИНСТРУМЕНТ СО СМЕННЫМИ ПЛАСТИНАМИ
- РЕЖИМЫ РЕЗАНИЯ, ИНСТРУМЕНТ СО СМЕННЫМИ ПЛАСТИНАМИ
- ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
- РЕЗЬБОНАРЕЗАНИЕ
- СВЕРЛЕНИЕ
- ФРЕЗЕРОВАНИЕ
- Алфавитный указатель
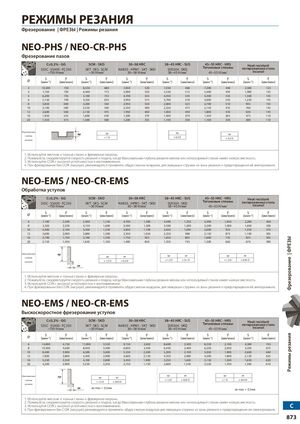
РЕЖИМЫ РЕЗАНИЯ Фрезерование | ФРЕЗЫ | Режимы резания NEO-PHS / NEO-CR-PHS Фрезерование пазов C≤0,2% - GGS55C · SS400 · FC250~750 Н/мм²SCM - SKD 30~38 HRC 38~45 HRC - SUSSKT · SKS · SCMNAK55 · HPM1 · SKT · SKDSUS304 · SKD~30 Н/мм²30~38 Н/мм²38~45 Н/мм²45~55 HRC - HRSТитановые сплавыHeat resistantлегированная сталь45~55 Н/мм²Inconel Ø S F S F S F S F S F S F(мин-1)(мм/мин)(мин-1)(мм/мин)(мин-1)(мм/мин)(мин-1)(мм/мин)(мин-1)(мм/мин)(мин-1)(мм/мин) 3 10,500 730 8,550 680 7,850 520 7,450 460 7,200 440 2,500 125 4 7,750 730 6,400 775 5,900 520 5,550 515 5,400 495 1,900 135 5 6,200 735 5,100 755 4,700 545 4,450 545 4,300 535 1,500 145 6 5,150 740 4,250 635 3,950 575 3,700 570 3,600 545 1,250 145 8 3,850 600 3,200 550 2,950 550 2,800 525 2,700 510 945 155 10 3,100 580 2,550 540 2,350 480 2,250 475 2,150 455 760 145 12 2,600 560 2,150 475 1,950 460 1,850 440 1,800 435 630 145 16 1,950 555 1,600 430 1,500 370 1,400 370 1,350 365 475 110 20 1,550 475 1,300 380 1,200 355 1,100 330 1,100 330 380 110 Максимальная ap ap ap ap глубина ≤1D ≤ 0,5 D ≤ 0,2 D резания 1. Используйте жесткие и точные станки и фрезерные патроны. 2. Пожалуйста, скорректируйте скорость резания и подачу, когда Максимальная глубина резания велика или используемый станок имеет низкую жесткость. 3. Используйте СОЖ с высокой устойчивостью к воспламенению. 4. При фрезеровании без СОЖ (насухую) рекомендуется применять обдув сжатым воздухом, для эвакуации стружки из зоны резания и предотвращения её акетирования. NEO-EMS / NEO-CR-EMS Обработка уступов C≤0,2% - GGS55C · SS400 · FC250~750 Н/мм²SCM - SKD 30~38 HRC 38~45 HRC - SUSSKT · SKS · SCMNAK55 · HPM1 · SKT · SKDSUS304 · SKD~30 Н/мм²30~38 Н/мм²38~45 Н/мм²45~55 HRC - HRSТитановые сплавыHeat resistantлегированная сталь45~55 Н/мм²Inconel Ø S F S F S F S F S F S F(мин-1)(мм/мин)(мин-1)(мм/мин)(мин-1)(мм/мин)(мин-1)(мм/мин)(мин-1)(мм/мин)(мин-1)(мм/мин) 6 7,100 2,300 5,500 1,750 4,700 1,300 4,400 1,250 4,300 1,050 2,200 360 8 5,350 2,250 4,150 1,600 3,500 1,200 3,300 1,200 3,200 1,000 1,650 330 10 4,300 2,100 3,350 1,550 2,850 1,100 2,650 1,050 2,600 925 1,350 310 12 3,600 2,000 2,800 1,500 2,350 1,050 2,250 980 2,150 875 1,100 305 16 2,700 1,750 2,100 1,350 1,750 925 1,650 805 1,600 735 835 305 20 2,150 1,450 1,650 1,100 1,400 850 1,350 745 1,300 665 670 300 Максимальная apглубина ap ae ap ae ap ae резания ≤ 1,5 D ≤ 0,2 D ≤ 1,5 D ≤ 0,1 D ≤ 1,5 D ≤ 0,05 D ae 1. Используйте жесткие и точные станки и фрезерные патроны. 2. Пожалуйста, скорректируйте скорость резания и подачу, когда Максимальная глубина резания велика или используемый станок имеет низкую жесткость. 3. Используйте СОЖ с высокой устойчивостью к воспламенению. 4. При фрезеровании без СОЖ (насухую) рекомендуется применять обдув сжатым воздухом, для эвакуации стружки из зоны резания и предотвращения её акетирования. NEO-EMS / NEO-CR-EMS Выскоскоростное фрезерование уступов C≤0,2% - GGS55C · SS400 · FC250~750 Н/мм²SCM - SKD 30~38 HRC 38~45 HRC - SUSSKT · SKS · SCMNAK55 · HPM1 · SKT · SKDSUS304 · SKD~30 Н/мм²30~38 Н/мм²38~45 Н/мм²45~55 HRC - HRSТитановые сплавыHeat resistantлегированная сталь45~55 Н/мм²Inconel Ø S F S F S F S F S F S F(мин-1)(мм/мин)(мин-1)(мм/мин)(мин-1)(мм/мин)(мин-1)(мм/мин)(мин-1)(мм/мин)(мин-1)(мм/мин) 6 14,000 4,750 11,000 3,550 9,150 2,650 8,600 2,500 8,350 2,100 4,300 745 8 10,500 4,600 8,050 3,300 6,850 2,450 6,450 2,400 6,250 2,050 3,250 675 10 8,400 3,900 6,500 3,000 5,550 2,200 5,200 2,100 5,050 1,900 2,600 640 12 7,000 3,800 5,450 2,900 4,600 2,150 4,350 2,000 4,200 1,800 2,150 625 16 5,250 3,550 4,100 2,800 3,450 1,900 3,250 1,650 3,150 1,500 1,650 620 20 4,200 2,900 3,250 2,250 2,750 1,750 2,600 1,550 2,550 1,350 1,300 610 Максимальная ap ap ae ap ae ap ae глубина ≤ 1,5 D ≤ 0,02 D ≤1D ≤ 0,02 D ≤ 1,5 D ≤ 0,05 D резания ae ae max = 0,5мм ae max = 0,5мм 1. Используйте жесткие и точные станки и фрезерные патроны. 2. Пожалуйста, скорректируйте скорость резания и подачу, когда Максимальная глубина резания велика или используемый станок имеет низкую жесткость. 3. Используйте СОЖ с высокой устойчивостью к воспламенению. C 4. При фрезеровании без СОЖ (насухую) рекомендуется применять обдув сжатым воздухом для эвакуации стружки из зоны резания и предотвращения ее пакетирования. 873 Фрезерование | ФРЕЗЫРежимы резания