Общий каталог Osawa 2021 - страница 274
Навигация
 Общий каталог Osawa 2018
Общий каталог Osawa 2018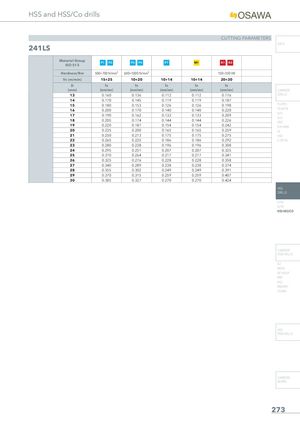
HSS and HSS/Co drills CUTTING PARAMETERS INFO 241LS Material Group P1 P2 P3 P4 P7ISO 513 M1 K1 K2 Hardness/Rm 500÷700 N/mm² 600÷1000 N/mm² 150÷350 HB Vc (m/min) 15÷25 10÷20 10÷14 10÷14 20÷30 D fn fn fn fn fn (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) CARBIDE 13 0.160 0.136 0.112 0.112 0.176 DRILLS 14 0.170 0.145 0.119 0.119 0.187 15 0.180 0.153 0.126 0.126 0.198 PU-HPU 16 0.200 0.170 0.140 0.140 0.220 TA-4HTA 17 0.190 0.162 0.133 0.133 0.209 SUH ALH 18 0.205 0.174 0.144 0.144 0.226 HRC 19 0.220 0.187 0.154 0.154 0.242 SUH MINI 20 0.235 0.200 0.165 0.165 0.259 HL 21 0.250 0.213 0.175 0.175 0.275 HSD 22 0.265 0.225 0.186 0.186 0.292 C-SD-TA 23 0.280 0.238 0.196 0.196 0.308 24 0.295 0.251 0.207 0.207 0.325 25 0.310 0.264 0.217 0.217 0.341 26 0.325 0.276 0.228 0.228 0.358 27 0.340 0.289 0.238 0.238 0.374 28 0.355 0.302 0.249 0.249 0.391 29 0.370 0.315 0.259 0.259 0.407 30 0.385 0.327 0.270 0.270 0.424 HSS DRILLS LFTA SUTA HSS-HSS/CO CARBIDE END-MILLS G2 MDTA HF VH/UP MEF ALU MEX/MH UH/MH HSS END-MILLS CARBIDE BURRS 273