Общий каталог Osawa 2021 - страница 272
Навигация
 Общий каталог Osawa 2018
Общий каталог Osawa 2018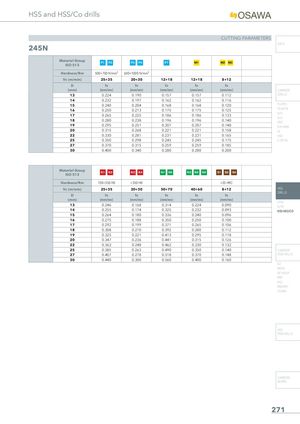
HSS and HSS/Co drills CUTTING PARAMETERS INFO 245N Material Group P1 P2 P3 P4 P7ISO 513 M1 M2 M3 Hardness/Rm 500÷700 N/mm² 600÷1000 N/mm² Vc (m/min) 25÷35 20÷30 12÷18 12÷18 8÷12 D fn fn fn fn fn (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) CARBIDE 13 0.224 0.190 0.157 0.157 0.112 DRILLS 14 0.232 0.197 0.162 0.162 0.116 15 0.240 0.204 0.168 0.168 0.120 PU-HPU 16 0.250 0.213 0.175 0.175 0.125 TA-4HTA 17 0.265 0.225 0.186 0.186 0.133 SUH ALH 18 0.280 0.238 0.196 0.196 0.140 HRC 19 0.295 0.251 0.207 0.207 0.148 SUH MINI 20 0.315 0.268 0.221 0.221 0.158 HL 22 0.330 0.281 0.231 0.231 0.165 HSD 25 0.350 0.298 0.245 0.245 0.175 C-SD-TA 27 0.370 0.315 0.259 0.259 0.185 30 0.400 0.340 0.280 0.280 0.200 Material Group K1 K2ISO 513 K3 K4 N1 N5 N2 N3 N4 S1 S2 S4 Hardness/Rm 150÷350 HB <350 HB <35 HRC Vc (m/min) 25÷35 20÷30 50÷70 40÷60 8÷12 HSS DRILLS D fn fn fn fn fn (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) LFTA 13 0.246 0.168 0.314 0.224 0.090 SUTA 14 0.255 0.174 0.325 0.232 0.093 HSS-HSS/CO 15 0.264 0.180 0.336 0.240 0.096 16 0.275 0.188 0.350 0.250 0.100 17 0.292 0.199 0.371 0.265 0.106 18 0.308 0.210 0.392 0.280 0.112 19 0.325 0.221 0.413 0.295 0.118 20 0.347 0.236 0.441 0.315 0.126 22 0.363 0.248 0.462 0.330 0.132 25 0.385 0.263 0.490 0.350 0.140 CARBIDE 27 0.407 0.278 0.518 0.370 0.148 END-MILLS 30 0.440 0.300 0.560 0.400 0.160 G2 MDTA HF VH/UP MEF ALU MEX/MH UH/MH HSS END-MILLS CARBIDE BURRS 271