Общий каталог Osawa 2021 - страница 198
Навигация
 Общий каталог Osawa 2018
Общий каталог Osawa 2018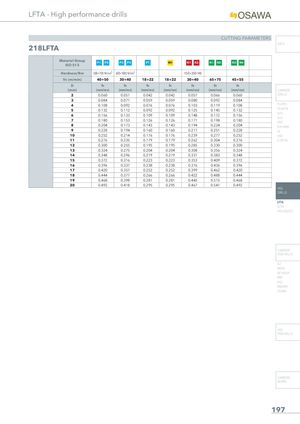
LFTA - High performance drills CUTTING PARAMETERS INFO 218LFTA Material Group P1 P2 P3 P4 P7ISO 513 M1 K1 K2 N1 N2 N3 N4 Hardness/Rm 500÷700 N/mm² 600÷1000 N/mm² 150÷350 HB Vc (m/min) 40÷50 30÷40 18÷22 18÷22 30÷40 65÷75 45÷55 D fn fn fn fn fn fn fn (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) CARBIDE 2 0.060 0.051 0.042 0.042 0.057 0.066 0.060 DRILLS 3 0.084 0.071 0.059 0.059 0.080 0.092 0.084 4 0.108 0.092 0.076 0.076 0.103 0.119 0.108 PU-HPU 5 0.132 0.112 0.092 0.092 0.125 0.145 0.132 TA-4HTA 6 0.156 0.133 0.109 0.109 0.148 0.172 0.156 SUH ALH 7 0.180 0.153 0.126 0.126 0.171 0.198 0.180 HRC 8 0.204 0.173 0.143 0.143 0.194 0.224 0.204 SUH MINI 9 0.228 0.194 0.160 0.160 0.217 0.251 0.228 HL 10 0.252 0.214 0.176 0.176 0.239 0.277 0.252 HSD 11 0.276 0.235 0.179 0.179 0.262 0.304 0.276 C-SD-TA 12 0.300 0.255 0.195 0.195 0.285 0.330 0.300 13 0.324 0.275 0.204 0.204 0.308 0.356 0.324 14 0.348 0.296 0.219 0.219 0.331 0.383 0.348 15 0.372 0.316 0.223 0.223 0.353 0.409 0.372 16 0.396 0.337 0.238 0.238 0.376 0.436 0.396 17 0.420 0.357 0.252 0.252 0.399 0.462 0.420 18 0.444 0.377 0.266 0.266 0.422 0.488 0.444 19 0.468 0.398 0.281 0.281 0.445 0.515 0.468 20 0.492 0.418 0.295 0.295 0.467 0.541 0.492 HSS DRILLS LFTA SUTA HSS-HSS/CO CARBIDE END-MILLS G2 MDTA HF VH/UP MEF ALU MEX/MH UH/MH HSS END-MILLS CARBIDE BURRS 197