Общий каталог Mitsubishi 2020 - 2021 - страница 844
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 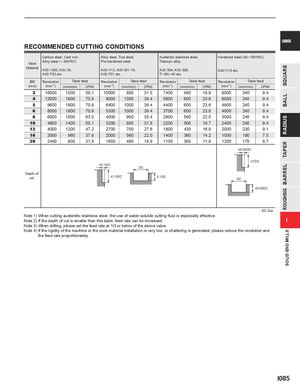
SQUAREBALLRADIUSTAPERBARRELROUGHINGSOLID END MILLS CARBIDE RECOMMENDED CUTTING CONDITIONS Carbon steel, Cast iron, Alloy steel, Tool steel, Austenitic stainless steel, Hardened steel (45 ─ 55HRC) Work Alloy steel ( ─ 30HRC) Pre-hardened steel Titanium alloy Material AISI 1050, AISI 35, AISI H13, AISI W1 -10, AISI 304, AISI 306, AISI H13 etc. AISI P20 etc. AISI P21 etc. Ti -6Al -4V etc. DC Revolution Table feed Revolution Table feed Revolution Table feed Revolution Table feed (mm) (min-1) (mm/min) (IPM) (min-1) (mm/min) (IPM) (min-1) (mm/min) (IPM) (min-1) (mm/min) (IPM) 3 16000 1500 59.1 10000 800 31.5 7400 480 18.9 8000 240 9.4 4 12000 1800 70.9 8000 1000 39.4 5600 600 23.6 6000 240 9.4 5 9600 1800 70.9 6400 1000 39.4 4400 600 23.6 4800 240 9.4 6 8000 1800 70.9 5300 1000 39.4 3700 600 23.6 4000 240 9.4 8 6000 1600 63.0 4000 900 35.4 2800 560 22.0 3000 240 9.4 10 4800 1400 55.1 3200 800 31.5 2200 500 19.7 2400 240 9.4 12 4000 1200 47.2 2700 700 27.6 1800 430 16.9 2000 230 9.1 16 3000 960 37.8 2000 560 22.0 1400 360 14.2 1500 190 7.5 20 2400 800 31.5 1600 480 18.9 1100 300 11.8 1200 170 6.7 <0.05DC <1DC <0.1DC DC Depth of cut <1.5DC 0.1DC DC <0.05DC DC:Dia. Note 1) When cutting austenitic stainless steel, the use of water-soluble cutting fluid is especially effective. Note 2) If the depth of cut is smaller than this table, feed rate can be increased. I Note 3) When drilling, please set the feed rate at 1/3 or below of the above value. Note 4) If the rigidity of the machine or the work material installation is very low, or chattering is generated, please reduce the revolution and the feed rate proportionately. I085