Общий каталог Mitsubishi 2020 - 2021 - страница 669
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 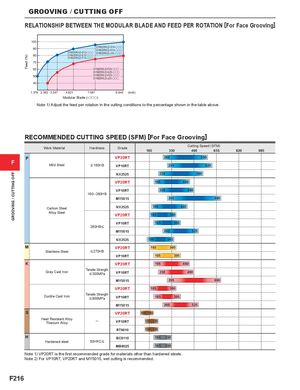
GROOVING / CUTTING OFF Feed (%) GROOVING / CUTTING OFF RELATIONSHIP BETWEEN THE MODULAR BLADE AND FEED PER ROTATION [For Face Grooving] 100 90 GYM25R/LD-G14-oooGYM25R/LD-H14-ooo 80 GYM25R/LD-D12-oooGYM25R/LD-E12-oooGYM25R/LD-J14-ooo GYM25R/LD-F12-ooo 70 60 GYM25R/LD-F20-ooo GYM25R/LD-G25-ooo 50 GYM25R/LD-H25-oooGYM25R/LD-J25-ooo 40 1.378 2.362 3.347 4.921 7.087 9.843 (inch) Modular Blade (-ooo) Note 1) Adjust the feed per rotation in the cutting conditions to the percentage shown in the table above. RECOMMENDED CUTTING SPEED (SFM) [For Face Grooving] Work Material Hardness Grade Cutting Speed (SFM) 165 330 490 655 820 985 P VP20RT 260 590 F Mild Steel < 160HB VP10RT 295 620 NX2525 230 560 VP20RT 195 460 VP10RT 230 490 160─280HB MY5015 295 690 Carbon Steel NX2525 180 440 Alloy Steel VP20RT 165 360 VP10RT 195 395 280HB< MY5015 260 525 NX2525 150 345 M VP20RT 165 360 Stainless Steel < 270HB VP10RT 195 395 K VP20RT 195 460 Gray Cast Iron Tensile Strength< 300MPaVP10RT 230 490 MY5015 295 690 VP20RT 165 360 Ductile Cast Iron Tensile Strength< 800MPaVP10RT 195 395 MY5015 260 525 S VP20RT 100 195 Heat Resistant AlloyTitanium Alloy ─ VP10RT 130 230 RT9010 130 230 H BC8110 195 330 Hardened steel 50HRC< MB8025 195 330 Note 1) VP20RT is the first recommended grade for materials other than hardened steels. Note 2) For VP10RT, VP20RT and MY5015, wet cutting is recommended. F216