Общий каталог Mitsubishi 2020 - 2021 - страница 665
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 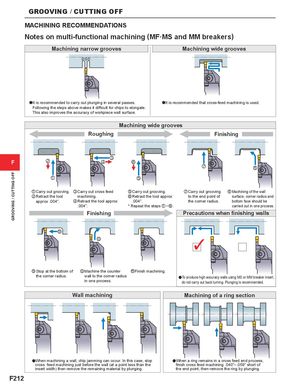
GROOVING / CUTTING OFF GROOVING / CUTTING OFF MACHINING RECOMMENDATIONS Notes on multi-functional machining (MF·MS and MM breakers) Machining narrow grooves Machining wide grooves xcz aIt is recommended to carry out plunging in several passes. aIt is recommended that cross-feed machining is used. Following the steps above makes it difficult for chips to elongate. This also improves the accuracy of workpiece wall surface. Machining wide grooves Roughing Finishing c F x v n m , z b z Carry out grooving. c Carry out cross feed b Carry out grooving. m Carry out grooving , Machining of the wall x Retract the tool machining. n Retract the tool approx to the end point of surface, corner radius and approx .004". v Retract the tool approx .004". the corner radius. bottom face should be .004". * Repeat the steps z – n. carried out in one process. Finishing Precautions when finishing walls . / . Stop at the bottom of / Machine the counter Finish machining. the corner radius. wall to the corner radius aTo produce high accuracy walls using MS or MM breaker insert, in one process. do not carry out back turning. Plunging is recommended. Wall machining Machining of a ring section aWhen machining a wall, chip jamming can occur. In this case, stop aWhen a ring remains in a cross feed end process, cross feed machining just before the wall (at a point less than the finish cross feed machining .040"– .059" short of insert width) then remove the remaining material by plunging. the end point, then remove the ring by plunging. F212