Общий каталог Mitsubishi 2020 - 2021 - страница 56
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 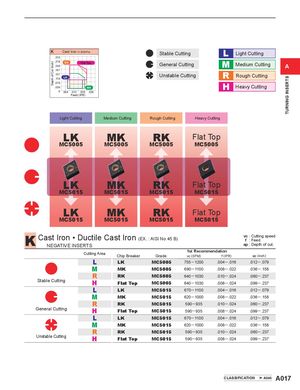
Depth of Cut (inch) TURNING INSERTS K Cast Iron (<350MPa) Stable Cutting L Light Cutting .315 .276 RK Flat Top.236 General Cutting M Medium Cutting A .187 .157.118LK Unstable Cutting R Rough Cutting .079.039 MK H Heavy Cutting 0 .004 .012 .020 .028 Feed (IPR) Light Cutting Medium Cutting Rough Cutting Heavy Cutting LK MK RK Flat Top MC5005 MC5005 MC5005 MC5005 LK MK RK Flat Top MC5015 MC5015 MC5015 MC5015 LK MK RK Flat Top MC5015 MC5015 MC5015 MC5015 Cast Iron • Ductile Cast Iron (EX. : AISI No 45 B) vc : Cutting speedf: Feed NEGATIVE INSERTS ap : Depth of cut. Cutting Area Chip Breaker Grade 1st Recommendationvc (SFM)f (IPR) ap (inch) L LK MC5005 755 ─ 1200 .004 ─ .016 .012 ─ .079 M MK MC5005 690 ─ 1100 .008 ─ .022 .036 ─ .158 R RK MC5005 640 ─ 1030 .010 ─ .024 .060 ─ .237 Stable Cutting H Flat Top MC5005 640 ─ 1030 .008 ─ .024 .099 ─ .237 L LK MC5015 670 ─ 1100 .004 ─ .016 .012 ─ .079 M MK MC5015 620 ─ 1000 .008 ─ .022 .036 ─ .158 R RK MC5015 590 ─ 935 .010 ─ .024 .060 ─ .237 General Cutting H Flat Top MC5015 590 ─ 935 .008 ─ .024 .099 ─ .237 L LK MC5015 670 ─ 1100 .004 ─ .016 .012 ─ .079 M MK MC5015 620 ─ 1000 .008 ─ .022 .036 ─ .158 R RK MC5015 590 ─ 935 .010 ─ .024 .060 ─ .237 Unstable Cutting H Flat Top MC5015 590 ─ 935 .008 ─ .024 .099 ─ .237 CLASSIFICATION A046 A017