Общий каталог Mitsubishi 2020 - 2021 - страница 376
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 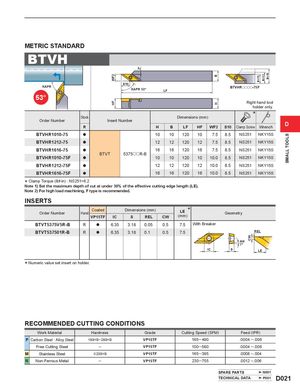
WF2HF 2° BH CW B=10 B=12 B=16 SMALL TOOLS METRIC STANDARD BTVH S10 KAPR KAPR 53° LF BTVHRoooo-75F 53° Right hand tool holder only. Stock Dimensions (mm) * Order Number Insert NumberR H B LF HF WF2 S10 Clamp Screw Wrench D BTVHR1010-75 a 10 10 120 10 7.5 8.5 NS251 NKY15S BTVHR1212-75 a 12 12 120 12 7.5 8.5 NS251 NKY15S BTVHR1616-75 a 16 16 120 16 7.5 8.5 NS251 NKY15S BTVT 5375ooR-B BTVHR1010-75F a 10 10 120 10 10.0 8.5 NS251 NKY15S BTVHR1212-75F a 12 12 120 12 10.0 8.5 NS251 NKY15S BTVHR1616-75F a 16 16 120 16 10.0 8.5 NS251 NKY15S * Clamp Torque (lbf-in) : NS251=6.2 Note 1) Set the maximum depth of cut at under 30% of the effective cutting edge length (LE). Note 2) For high load machining, F type is recommended. INSERTS Order Number Coated Dimensions (mm)HandVP15TFICSRELCWLE *(mm) Geometry BTVT5375V5R-B R a 6.35 3.18 0.05 0.5 7.5 With Breaker BTVT537501R-B R a 6.35 3.18 0.1 0.5 7.5 REL AN 7° IC S LE * Numeric value set insert on holder. RECOMMENDED CUTTING CONDITIONS Work Material Hardness Grade Cutting Speed (SFM) Feed (IPR) P Carbon Steel · Alloy Steel 180HB─280HB VP15TF 165─490 .0004 ─.006 Free Cutting Steel ─ VP15TF 100─590 .0004 ─.006 M Stainless Steel < 200HB VP15TF 165─395 .0008 ─.004 N Non-Ferrous Metal ─ VP15TF 230─755 .0012 ─.006 SPARE PARTS N001 TECHNICAL DATA P001 D021