Общий каталог Mitsubishi 2020 - 2021 - страница 1749
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 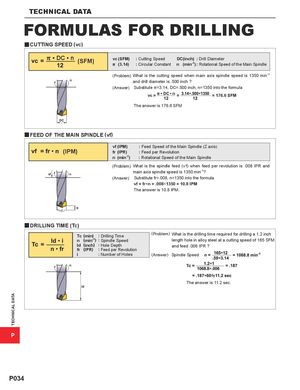
TECHNICAL DATA FORMULAS FOR DRILLING y CUTTING SPEED (vc) ) • DC • n (SFM) vc (SFM) : Cutting Speed DC(inch) : Drill Diameter)(3.14): Circular Constantn(min-1) : Rotational Speed of the Main Spindle (Problem) What is the cutting speed when main axis spindle speed is 1350 min-1 n and drill diameter is .500 inch ? (Answer) Substitute )=3.14, DC=.500 inch, n=1350 into the formula vc = ) • DC • n = = 176.6 SFM The answer is 176.6 SFM DC y FEED OF THE MAIN SPINDLE (vf) vf (IPM) : Feed Speed of the Main Spindle (Z axis) (IPM) fr (IPR) : Feed per Revolution n (min-1) : Rotational Speed of the Main Spindle (Problem) What is the spindle feed (v f) when feed per revolution is .008 IPR and vf n main axis spindle speed is 1350 min-1? (Answer) Substitute fr=.008, n=1350 into the formula vf = fr×n = .008×1350 = 10.8 IPM The answer is 10.8 IPM. fr y DRILLING TIME (Tc) Tc (min) : Drilling Time (Problem) What is the drilling time required for drilling a 1.2 inch n (min-1) : Spindle Speed length hole in alloy steel at a cutting speed of 165 SFM ld (inch) : Hole Depth and feed .006 IPR ? fr (IPR) : Feed per Revolution i : Number of Holes (Answer) Spindle Speed n The answer is 11.2 sec. ld P P034 TECHNICAL DATA