Общий каталог Mitsubishi 2020 - 2021 - страница 1738
Навигация
 Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения 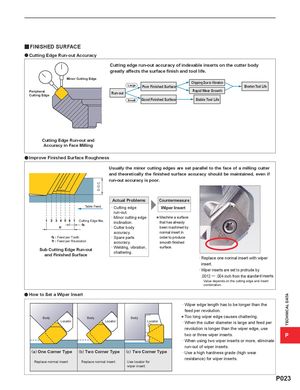
D.O.C TECHNICAL DATA y FINISHED SURFACE a Cutting Edge Run-out Accuracy Cutting edge run-out accuracy of indexable inserts on the cutter body greatly affects the surface finish and tool life. Minor Cutting Edge Large Poor Finished Surface Chipping Due to Vibration Shorten Tool Life PeripheralCutting Edge Run-out Rapid Wear Growth Small Good Finished Surface Stable Tool Life Cutting Edge Run-out and Accuracy in Face Milling a Improve Finished Surface Roughness Usually the minor cutting edges are set parallel to the face of a milling cutter and theoretically the finished surface accuracy should be maintained, even if run-out accuracy is poor. Actual Problems Countermeasure Table Feed · Cutting edge Wiper Insert run-out. · Minor cutting edgeCutting Edge No.inclination.* Machine a surface that has already · Cutter body been machined by accuracy. normal insert in Feed per Tooth · Spare parts order to produce Feed per Revolution accuracy. smooth finished Sub Cutting Edge Run-outand Finished Surface · Welding, vibration, surface.chattering. · Replace one normal insert with wiper insert. · Wiper inserts are set to protrude by .0012 ― .004 inch from the standard inserts. Value depends combination. on the cutting edge and insert a How to Set a Wiper Insert · Wiper edge length has to be longer than the feed per revolution. Body Body BodyLocatorLocatorLocator * Too long wiper edge causes chattering.· When the cutter diameter is large and feed per revolution is longer than the wiper edge, use two or three wiper inserts. P · When using two wiper inserts or more, eliminate run-out of wiper inserts. (a) One Corner Type (b) Two Corner Type (c) Two Corner Type · Use a high hardness grade (high wear resistance) for wiper inserts. Replace normal insert. Replace normal insert. Use locator for wiper insert. P023